本文介绍了AMS常见的进退料故障的排查方法,当您在打印机的过程中遇到了进退料失败的问题,您可以根据报错信息以及故障现象来参考本文进行故障排查。当您在进行AMS进退料故障排查之前,我们建议您先考这篇Wiki来了解AMS的主要功能,如预上料、读取RFID、进退料和打印助力模式的工作原理,方便后续的排查。
¶ 1. 预上料失败排查
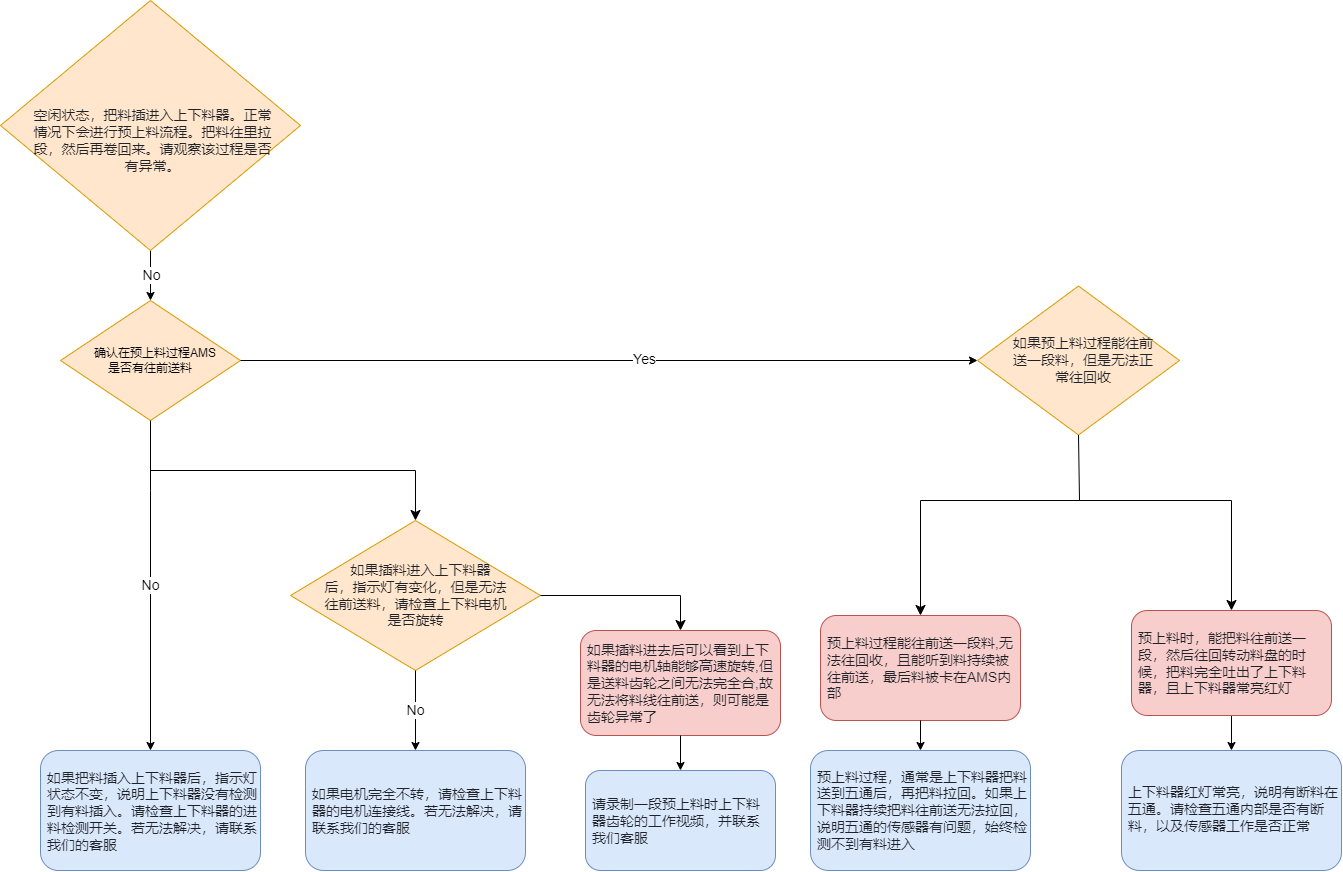
在AMS空闲的状态,插入耗材丝,会进行预上料。上下料器会把耗材送入五通,待五通的传感器检测到耗材后再拉回。如果预上料过程失败,则有以下几种可能性:
¶ 1.1 上下料器传感器异常
插入耗材丝时,指示灯状态不变,传感器并未检测到有耗材丝。您可以参考这篇wiki了解AMS正常时指示灯的状态:AMS指示灯状态解析。
正常情况下,插入耗材后指示灯为白色常亮,没有耗材的时候指示灯不亮,如下图所示:
如果插入耗材后指示灯状态不变,有可能是传感器故障了,可以参考这篇wiki清洁一下霍尔传感器的位置后再重试:AMS第一阶段进料器故障排查。也可以使用插入辅助功能,确认一下上下料器的电机是否工作正常。
¶ 1.2 上下料器电机异常
插入耗材丝后,上下料器的指示灯状态变了,但是上下料电机完全不动,没有把耗材丝往里拉,可能是电机线松了或者电机故障,可以参考这篇wiki进行排查:AMS第一阶段进料器故障排查。
¶ 1.3 上下料器齿轮异常
插入耗材丝后,上下料器的指示灯状态变了,能看到上下料器中的电机轴或者齿轮在旋转,但是无法将料往前送,有可能是齿轮异常了,可以录制一段视频,并联系我们的售后团队。
¶ 1.4 五通传感器异常
如果耗材丝送入五通后,仍然持续往前送没能拉回,说明是五通的耗材传感器异常了。或者往回退料的时候,把料完全退出上下料器,且上下料器常亮红灯,有可能是耗材丝断在五通内部或者传感器异常了,请参考这篇wiki检查五通内部是否有断料或者传感器是否正常工作:拆解和清洁AMS五通组件。
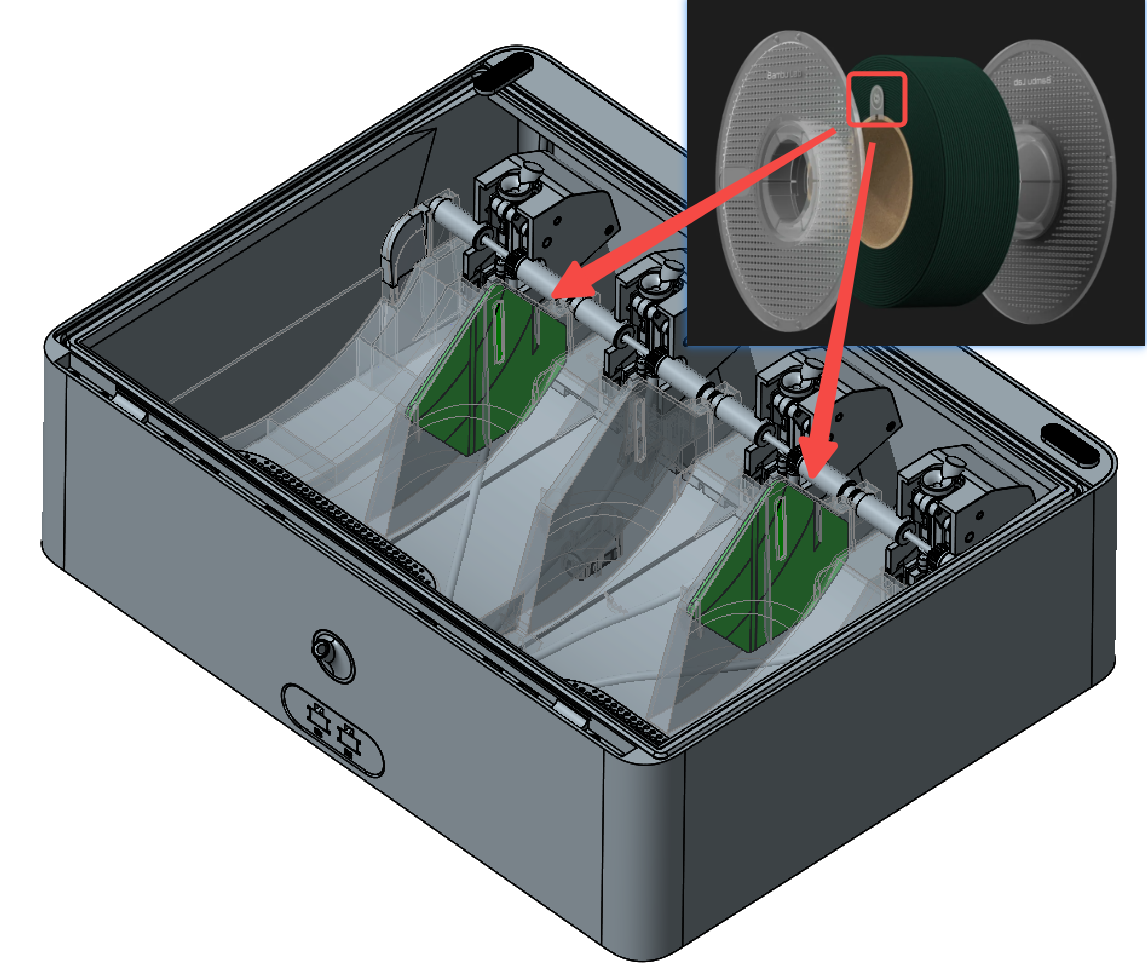
检查五通耗材传感器是否正常的方法:手动把耗材送至五通位置,可以看到对应槽的线条变粗;把耗材拉出五通后,加粗的线条消失,如图所示(图片适用于X1系列,其他系列可以在 Bambu Handy 或 Bambu Studio 中查看):
¶ 2. 读取RFID失败排查
在读取RFID信息时,AMS会先进行预上料绷紧料线,然后再把耗材送出AMS一段来转动料盘,让RFID标签扫过电路板读取RFID信息。如果该过程送料异常或者未能读取到RFID信息,则有以下可能性:

¶ 2.1 五通电机不转
读取RFID过程中,如果料盘转动一点就停止,无法将料送出AMS(从AMS后面的料管无法看到耗材被送出),且能听到耗材丝被堵在AMS内部的声音,有可能是电机不转或者内部齿轮卡死导致的。请录制一段视频并上传日志给我们进一步分析
¶ 2.2 耗材在五通打滑
读取RFID过程中,料无法被送出AMS,能听到AMS内部电机转动的声音,且取出耗材丝后看到内侧凹陷被磨出坑,说明是耗材和五通齿轮打滑了。
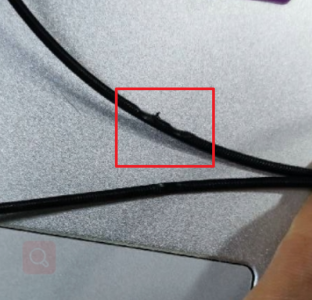
- 请尝试别的耗材丝。
- 参考下方图片重新拧紧五通保护盖上的这4个螺丝后再次尝试。
- 如果始终无法解决,请录制一段视频并上传日志文件联系我们售后人员,有可能是五通挤出齿轮需要更换:更换AMS五通挤出轮。
¶ 2.3 里程轮异常
读取RFID过程中,能看到耗材丝被送到大约打印机背面气管接头的位置,然后再被拉回,上下料器发出哒哒哒的声音。重复多次,但始终无法读出RFID信息。
可能是五通的里程轮线松了或者里程轮异常,请参考wiki重新连接五通里程轮的线缆:更换AMS主板。
若无法解决,请录制一段视频并联系我们售后团队。
¶ 2.4 电路板无法读取RFID信息
如果读取RFID过程进退料正常,但是无法读取出材料信息,则参考以下步骤排查:
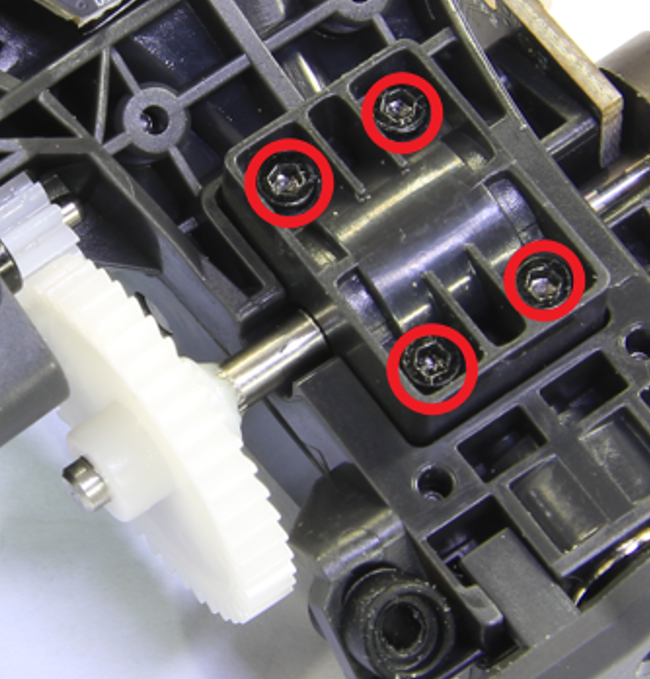
- 当用AMS读取RFID的时候,需要处于空闲状态,如果已经有料送出AMS则无法读取RFID。AMS内部有两块电路板负责读取RFID芯片,一块板负责两个槽位的耗材RFID识别(1&2号槽共用一个RFID板,3&4号槽共用另一个,如下图所示)。
-
如果一组槽里,其中一个槽无法正确识别RFID,可以换一卷料试试,如果其他耗材能被正确识别,说明是这卷耗材的RFID标签有问题,也可以尝试翻转这卷料的两面再试试(每卷料的两侧各有一个RFID标签)。
-
如果相邻两个槽都无法正确识别RFID,有可能是对应的RFID板出问题了,交换两块RFID板子的位置,看看问题是否转移到另一组槽位上,则可以确认是否是RFID板的问题。
-
如果无论放入什么耗材,4个槽全部都无法正确读取RFID信息,有可能是AMS主板异常了,需要联系我们售后团队进行确认。
¶ 3. 进料失败排查
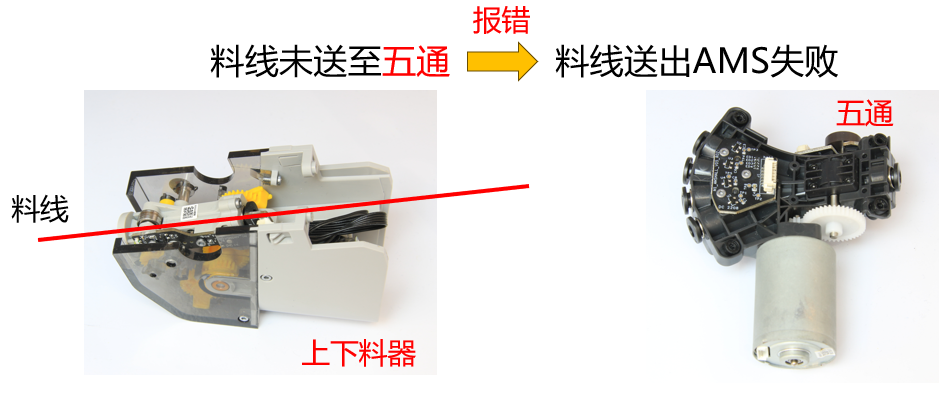
¶ 3.1 耗材送出AMS失败
如果出现该错误,说明送料过程中,AMS的五通霍尔开关始终没有检测到耗材丝。可能是由于以下原因导致进料失败:
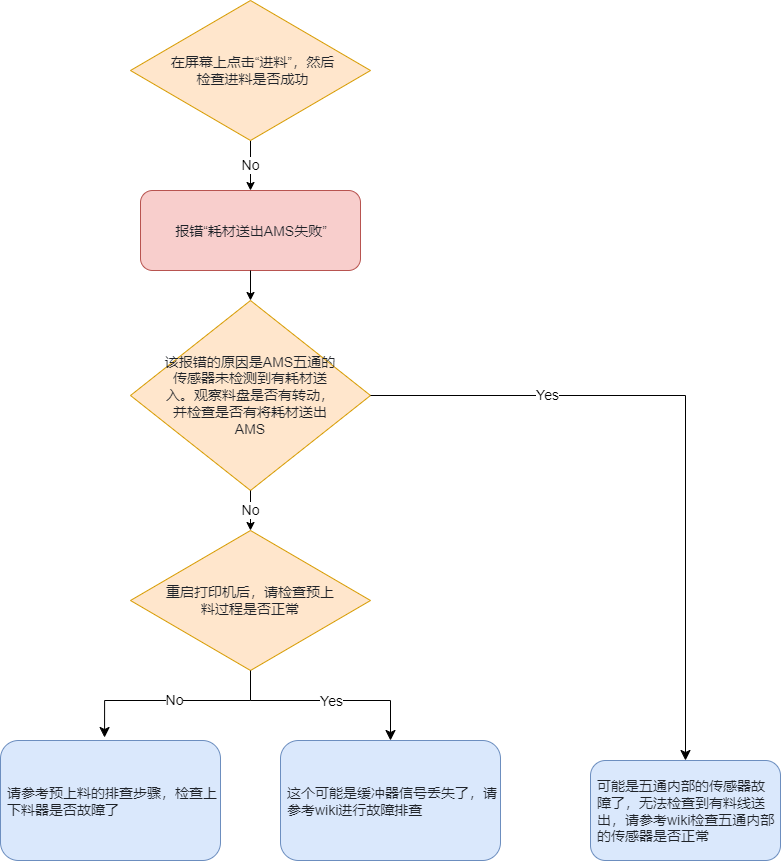
¶ 3.1.1 上下料器异常
有可能是上下料器异常了,通常这种情况预上料也无法正常进行。请参考上文的预上料失败排查,重启打印机,插入耗材进行一次预上料,检查上下料器各项功能是否正常。
¶ 3.1.2 五通霍尔开关异常
点击“进料”后,耗材顺利从AMS背面的PTFE管送出,但仍然报错耗材送出AMS失败,这可能是五通的霍尔开关异常,检测不到耗材丝,所以判定为耗材丝仍在AMS内部。请参考上文的预上料失败排查,重启打印机,插入耗材检查五通的霍尔传感器功能是否正常。
¶ 3.1.3 缓冲信号丢失
当预上料和读取RFID的过程能够正常工作,而点击“进料”按钮后,上下料器电机没有任何反应且报错“耗材送出AMS失败”,这可能是由于缓冲器异常所导致,请参考这篇Wiki进行故障排查:
HMS_0700-4000-0002-0001: 料线缓冲信号丢失,电缆或信号传感器可能出现故障。
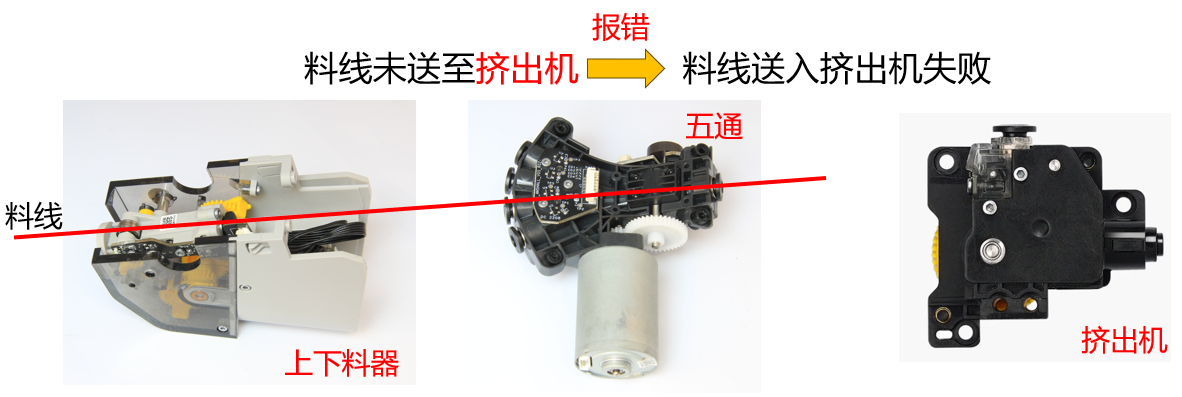
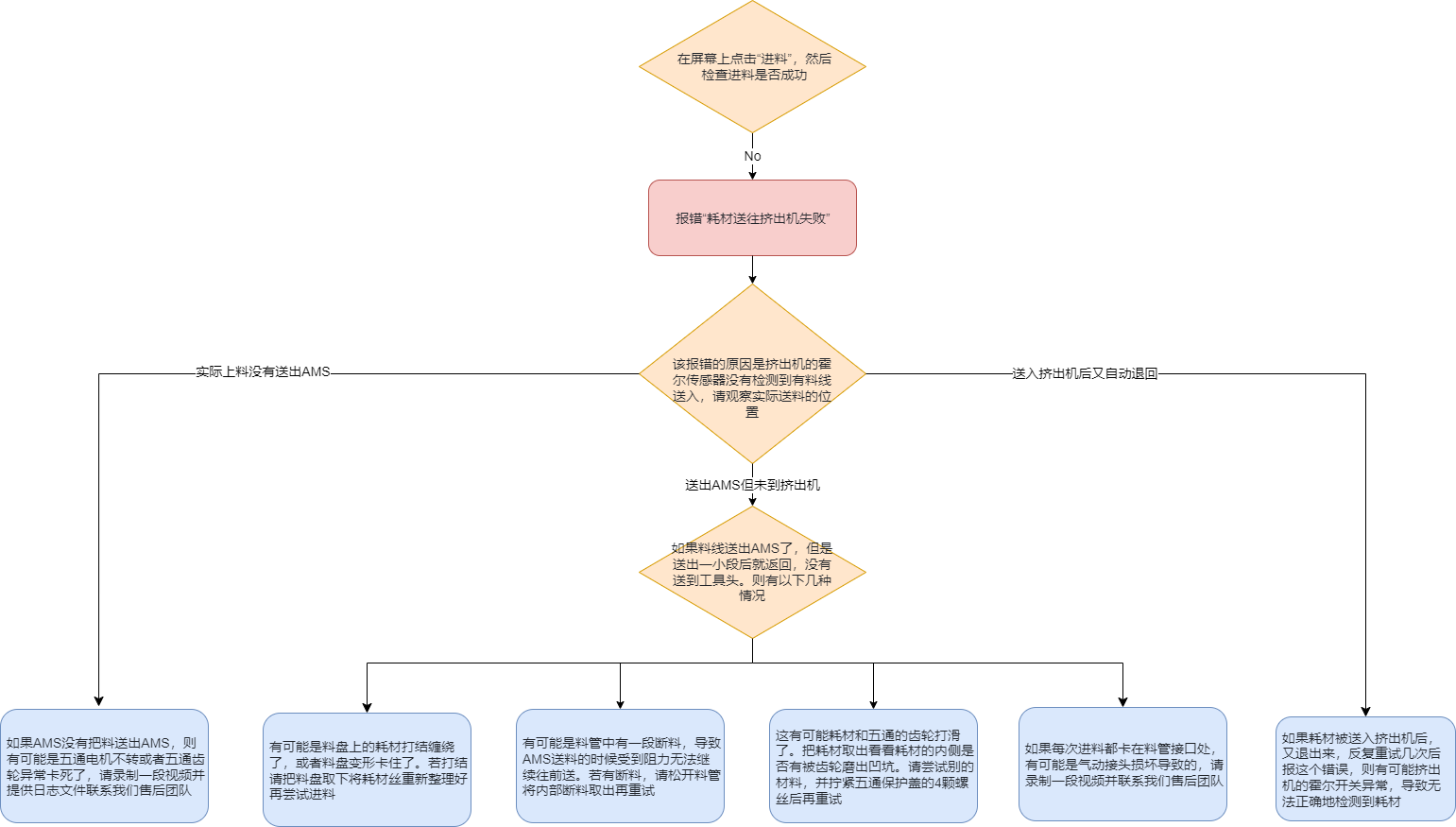
¶ 3.2 耗材送往挤出机失败
当耗材送出AMS五通,五通的霍尔开关检测到耗材了,而挤出机的霍尔开关始终没有检测到耗材,就会出现这个报错。 可能由于以下原因导致进料失败:
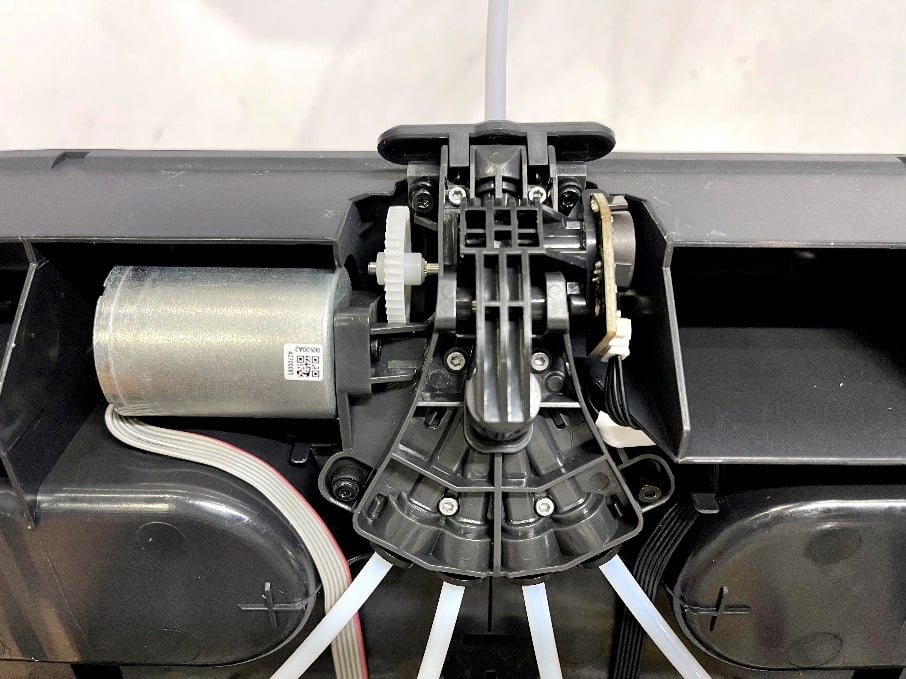
¶ 3.2.1 五通电机不转
当五通霍尔开关检测到耗材,但此时可能由于五通电机没有转动,从而无法将耗材送出AMS。如果遇到这个问题,请参考下面wiki重新插拔五通电机连接线,如果电机依然故障,请联系我们的售后服务。更换AMS五通组件。
¶ 3.2.2 料盘或耗材卡住
当耗材缠绕或料盘卡住的时候,会导致进料失败,请检查耗材是否缠绕或料盘是否卡住。
¶ 3.2.3 料管中有断料
当料管中有断料的时候,也有可能因为断料挡住了后面的料,使得进料失败。请检查料管中是否有任何断料或者异物。耗材断在管道中间。
¶ 3.2.4 耗材在五通打滑
送料过程,且取出耗材丝后看到内侧凹陷被磨出坑,说明是耗材和五通齿轮打滑了。
- 尝试别的耗材丝。
- 参考下图重新拧紧五通保护盖上的这4个螺丝后再次尝试。
- 如果始终无法解决,请录制一段视频并上传日志文件联系我们售后人员,有可能是五通挤出齿轮需要更换:更换AMS五通挤出轮。
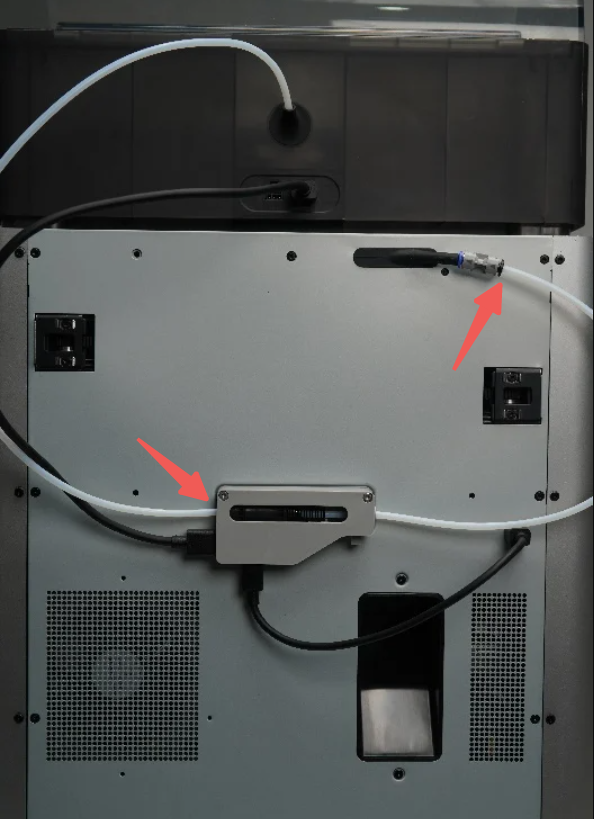
¶ 3.2.5 气动接口异常
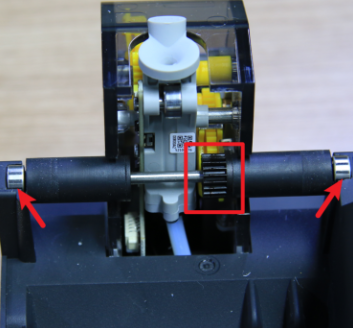
如果送料过程每次耗材都停在下图所示的位置,请确认耗材是否在气管接头处受到阻力,导致进料失败。
如果耗材在箭头位置处受到阻力,无法送至工具头,请将PTFE管拆下查看是否由于气动接头损坏导致进料失败,或者交换PTFE管的两端再插入试试。如果气动接头损坏,则需更换。
¶ 3.2.6 挤出机传感器异常
如果您观察到耗材已经送入挤出机,然后又自动退回,重复几次后报错“耗材送入挤出机失败”,可能是因为挤出机霍尔开关故障导致没有检测到耗材。
请参考这篇Wiki来检查霍尔开关的磁铁是否没有正常回弹:
HMS_0700-2000-0002-0004: AMS1 料槽1料线可能断在工具头。。
此外,通过以下方式,可以检查挤出机传感器是否能检测到耗材丝:
- X 系列:
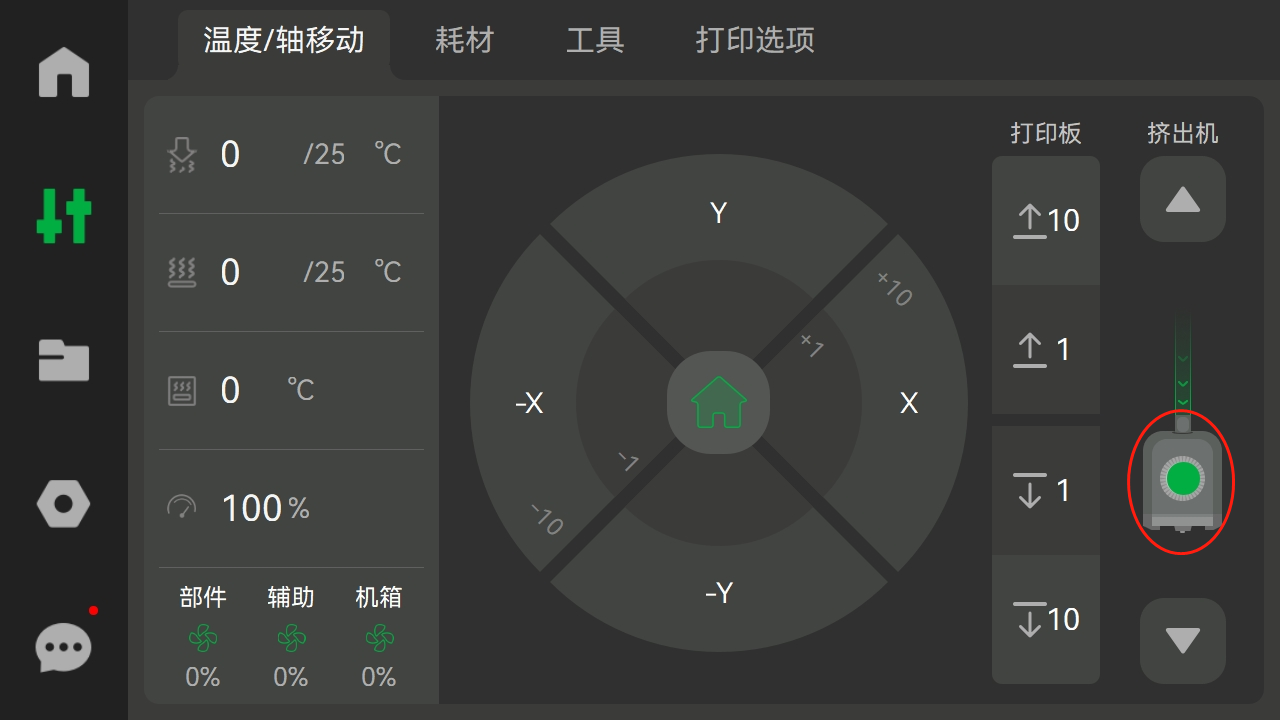
您可以将显示屏切换到"温度/轴移动",观察下图所示的绿点是否亮起。如果绿点亮起,则表示挤出机传感器检测到耗材丝。
- 所有系列:
者可以打开Bambu Studio并切换到“设备”页面,观察下图所示的绿点是否亮起,如果亮起则表明挤出机传感器检测到耗材。

¶ 3.3 耗材挤出失败
当AMS成功送料至挤出机,且挤出机也成功检测到有耗材送入(如上图所示的绿点),但是报错“耗材挤出失败”,通常是由于挤出机的齿轮没有成功咬合耗材。原因有以下几种:

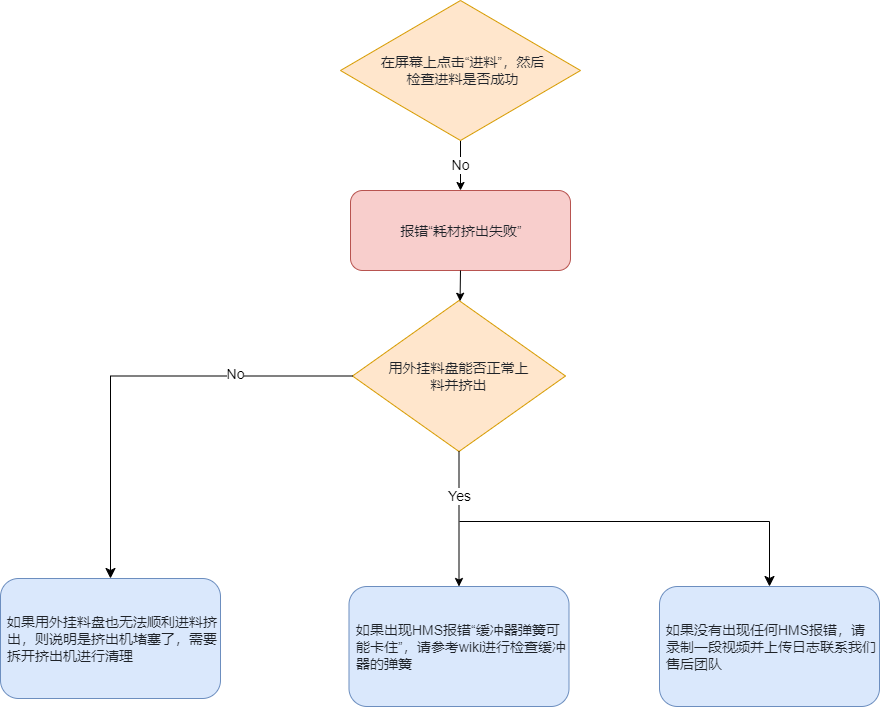
¶ 3.3.1 挤出机堵塞
当挤出机堵塞时,由于还有耗材堵塞在挤出机中,新送入的耗材无法被挤出机咬合,从而会出现耗材挤出失败的报错信息。可以尝试用外挂料盘上料并尝试挤出。如果用外挂料盘也无法顺利进料挤出,请参考这篇wiki对挤出机进行清理:
¶ 3.3.2 缓冲信号异常
当挤出机耗材传感器正常,而AMS把耗材送至工具头但挤出机无法咬合耗材并挤出,且可以使用外挂料盘打印,这可能是由于缓冲信号异常所导致进料失败。您可以参考这篇Wiki进行故障排除:
HMS_0700-4000-0002-0004: 缓冲区信号异常,弹簧可能被卡住了。
¶ 3.3.3 五通电机异常
如果不是由于以上的问题所导致进料失败,这可能由于五通电机异常导致进料失败。请您上传打印机日志并联系售后来帮助您解决问题。
¶ 4. 退料失败故障排查
当使用AMS的时候出现退料失败时,请先观察耗材是否从挤出机中退出。
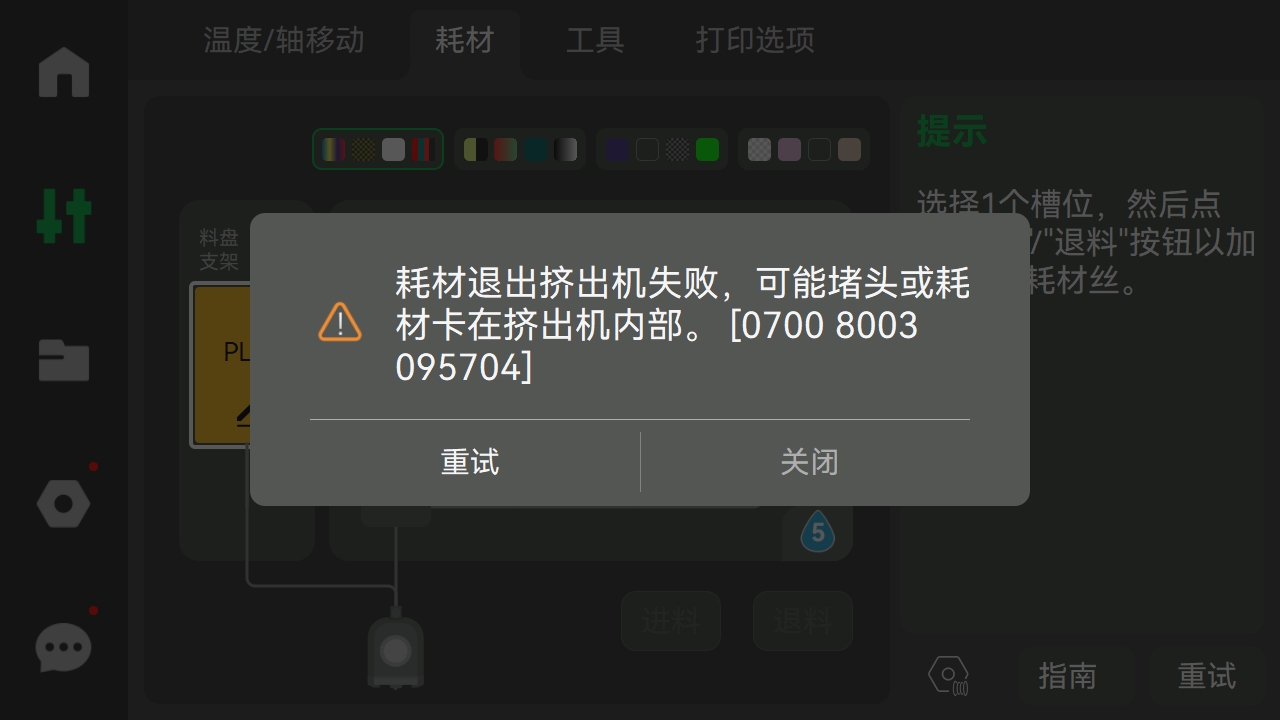
¶ 4.1 耗材退出挤出机失败
当AMS退料一段时间后,挤出机仍检测到内部有料,则会出现该报错。这可能是由于以下原因造成:
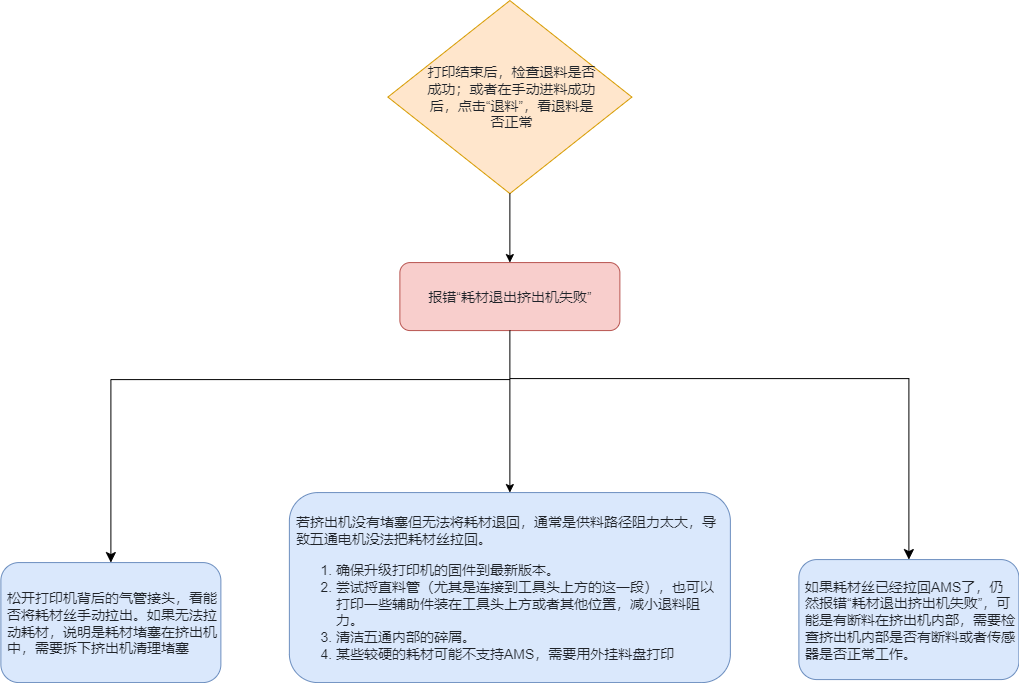
¶ 4.1.1 挤出机堵塞
当耗材无法从挤出机从退出而导致退料失败,这可能是由于挤出机堵塞或者退料阻力过大导致的。
在退料失败时,先按压气管接头并拆除料管,然后拉动耗材丝。如果无法拉动耗材丝,说明是耗材堵塞在挤出机内部;如果可以轻易地将耗材丝从工具头拉出,则说明是阻力过大导致的退料失败,请参考下文的退料阻力过大进行排查。如果挤出机堵塞了,请参考这篇Wiki对挤出机进行清理:

¶ 4.1.2 挤出机霍尔开关异常
当耗材已经从挤出机中退出,而依然显示耗材退出挤出机失败。请先参考挤出机传感器异常来查看挤出机图标中的绿点是否亮起,如果绿点亮起,则可能的原因如下:
- 挤出机中存在断料
- 挤出机霍尔开关异常
具体的故障排查方法参考wiki:HMS_0700-2000-0002-0004: AMS1 料槽1料线可能断在工具头。
¶ 4.1.3 退料阻力过大
通常,工具头料管弯曲过多或者五通内部有碎屑堆积会带来过大的阻力,从而影响到正常退料。首先要确保把打印机固件升级到最新版本,最新的固件优化了退料失败的问题。
(1) PTFE管弯折过大
当在工具头上方的PTFE管弯折过大时,则可能导致耗材在PTFE管中的阻力过大,因此无法被拉回,从而导致退料失败。
您可以点击这里下载来PTFE管支架,将其安装在工具头上方,防止与工具头连接的PTFE管弯折过大。
PTFE管支架安装如下图所示:

(2) 五通碎屑堆积
当使用AMS时间较长时,过多的耗材碎屑堆积在五通内部会造成过大的阻力,从而导致退料失败。您可以参考这篇wiki来对五通内部进行清理:
(3) 特殊耗材退料失败
如果仅仅是某些耗材退料失败,例如PLA-CF之类较硬的耗材,我们建议您将其放在打印机背后的料盘支架上来打印。
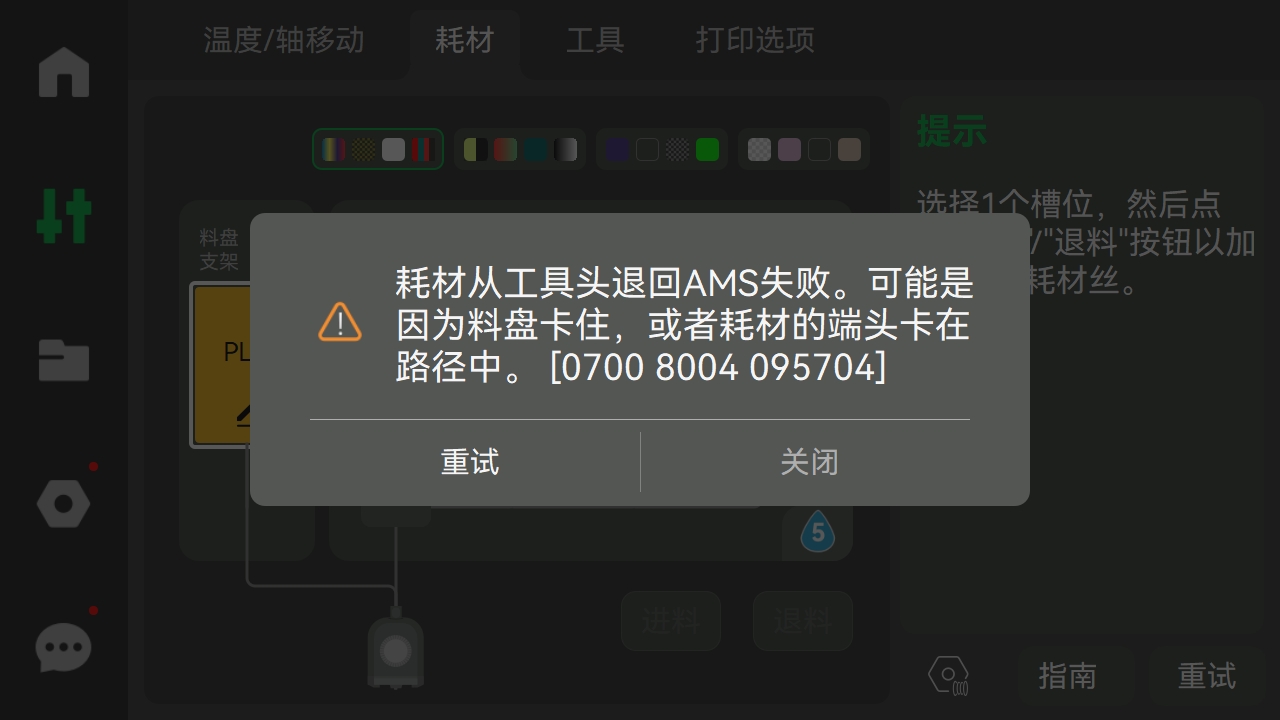
¶ 4.2 耗材退回AMS失败
当AMS退料一段时间后,挤出机的霍尔开关检测到料已退出挤出机,但是AMS的五通仍然检测到有料(完整的退料过程会把料退到AMS内部),则会弹出该报错。这可能由以下原因导致:
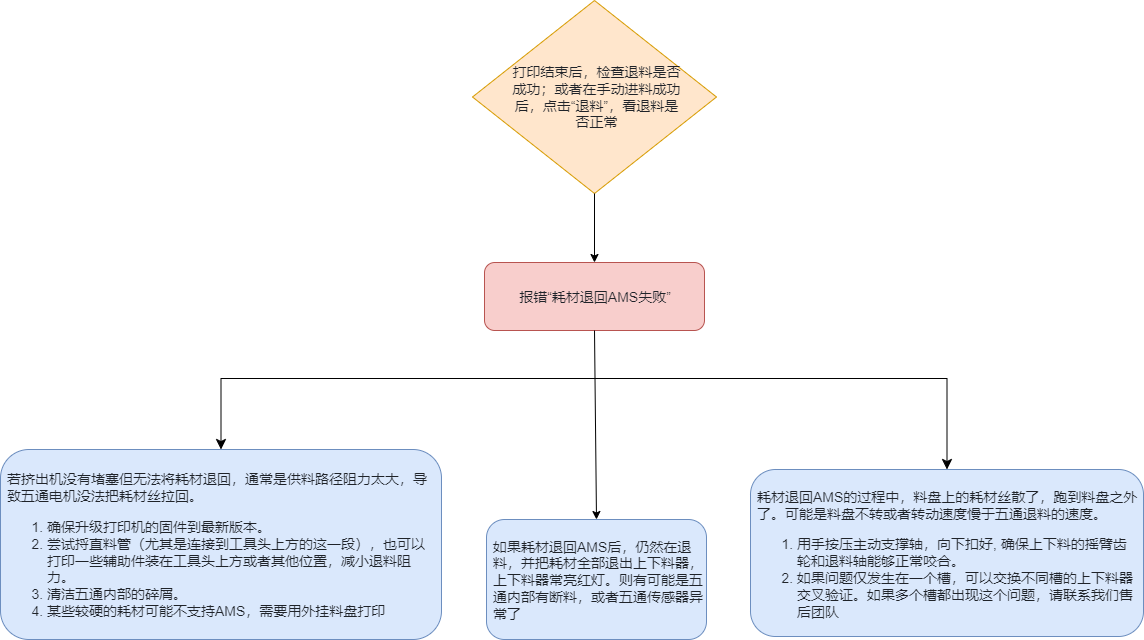
¶ 4.2.1 阻力过大导致无法退回
请参考退料阻力过大,尝试减小退料时的阻力来改善这个问题。
¶ 4.2.2 五通内有断料或者传感器异常
当耗材从上下料器中已经退出,但此时AMS仍然在持续退料过程,并且AMS上下料器指示灯保持红色常亮(如下图所示)。这可能是由于五通内部存在断料,从而导致退料失败。请参考这篇Wiki拆开五通进行清理,并检查传感器是否正常。
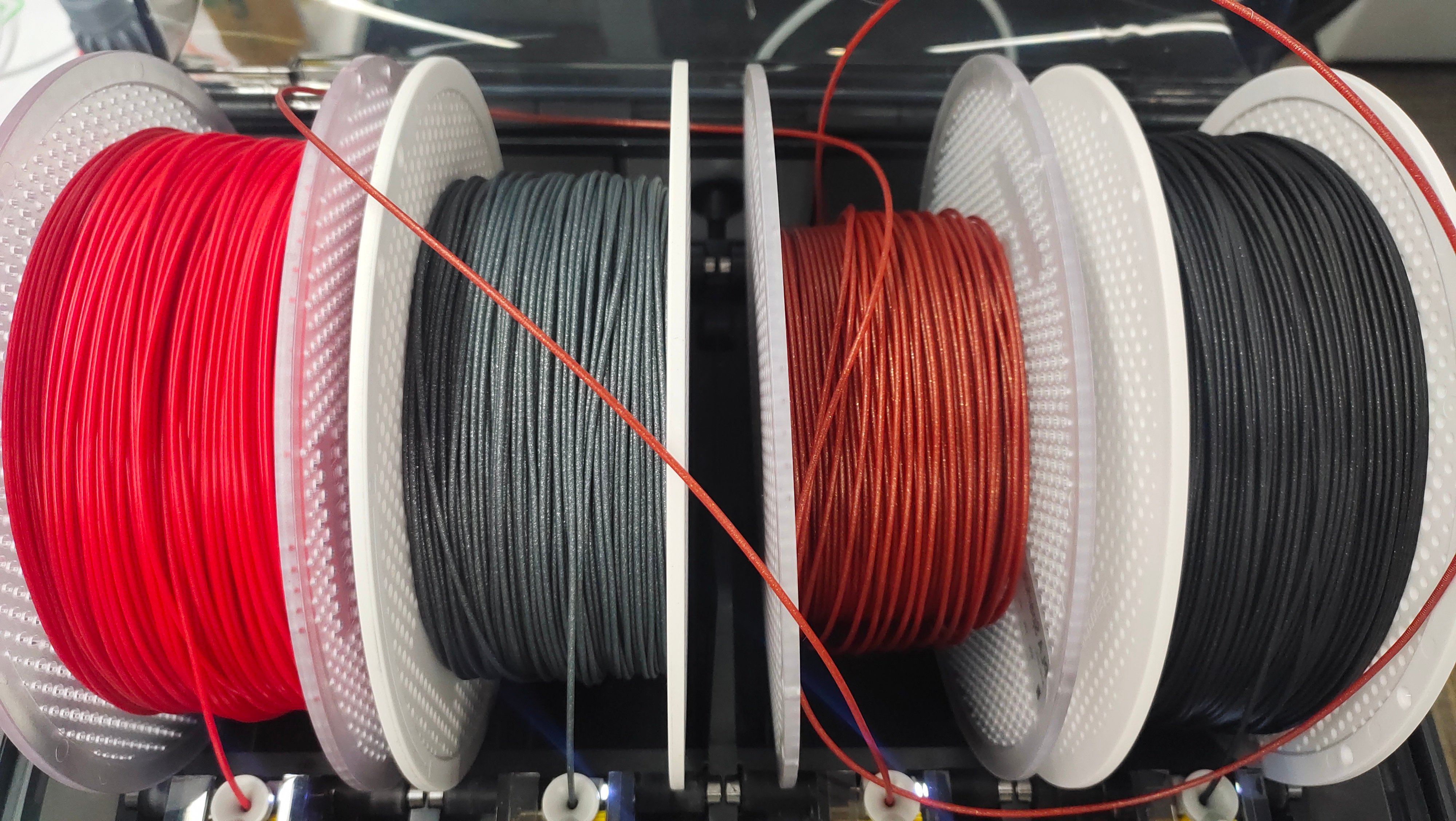
¶ 4.2.3 料盘转动异常
退料时,五通电机负责往回拉动耗材丝,而上下料器负责驱动料盘往回转。如果退料时出现下图中的现象,说明料盘没有转动,或者料盘的转动速度慢于五通电机退料的速度。
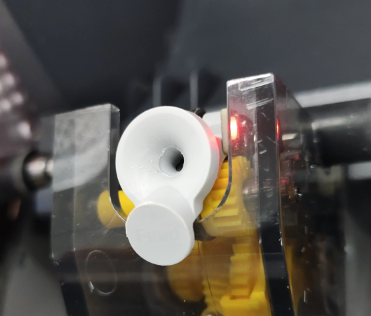
(1)料盘完全不转
这可能是由于主动支撑套筒没有完全卡入AMS框架中,因此只有进料器黄色齿轮转动,而黑色主动支撑套筒没有转动,从而无法带动料盘转动导致退料失败,通常这种情况上下料器齿轮还会摩擦发出嗡嗡嗡的声音。您可以参考下图将主动支撑套筒卡入AMS框架中:
(2)料盘转动速度慢于五通退料速度
如果退料时料盘会转,但是转动速度慢于五通退料的速度。请确认该现象是否只发生在某一个特定槽位,如果是,可以尝试交叉验证,交换两个槽的上下料器试试。如果问题始终发生在同一个上下料器上,则说明是上下料器故障。如果问题发生在多个槽位,请录制一段视频并联系我们售后团队。
¶ 结束语
我们希望这份指南为您提供了有效的信息,并真实地帮助了您。
如果您对本文中描述的过程有任何疑虑或疑问,您可以在开始操作前联系我们的客户服务团队。 我们随时准备为您提供帮助并回答您的任何问题。