¶ 介绍
本文提供了使用 Bambu PLA Basic 与 Bambu PETG HF 互相支撑的打印指南,并提供了在 Bambu Studio 中设置切片参数的教程及预设配置文件。
PLA 和 PETG 之间的粘附力不强,使用这两种耗材的组合可获得更好的支撑界面效果,也能使支撑物的更容易移除。
¶ 注意事项
- 本指南仅适用于 Bambu PLA Basic 和 Bambu PETG HF 这两款耗材互相支撑,不适用下列其他类型的 PLA 和 PETG:
- Bambu PLA Matte、Bambu PLA Silk、Bambu PLA-CF 等其他类型的 PLA。
- 其他品牌的 PLA。
- Bambu PETG Basic、Bambu PETG Translucent、Bambu PETG-CF 等其他类型的 PETG。
- 其他品牌的 PETG。
- 请务必按照本指南提供的参数和配置进行打印。否则,无法保证打印效果或打印失败率很高。
- 建议优先使用Support for PLA作为支撑界面材料,通常不推荐使用PETG。如需使用PETG,可参考下文中进行设置,但打印效果可能不理想。
¶ 耗材准备
耗材的受潮程度影响着打印质量。耗材越干燥,打印质量越高;相反,耗材受潮越严重(环境湿度高、暴露时间长所导致),打印件出现拉丝、漏料、孔洞、表面粗糙、强度低的可能性越大。
为了获得更好的打印质量,推荐打印前对每一种耗材进行烘干,并在打印时进行防潮处理。可查阅此篇 wiki 文章,了解烘干、防潮的相关信息:耗材准备——干燥。
¶ 烘干
由于任何耗材都会或多或少地从空气中吸收水分而受潮,在打印时,水汽在高温的喷嘴中迅速受热汽化,从而使耗材熔体膨胀、流动更快和产生气孔,导致打印件出现拉丝、漏料、孔洞、表面粗糙、强度低等问题。
而 PLA Basic 与 PETG HF 互相支撑时,PETG HF 的喷嘴温度对 PLA Basic 过高,会增加拉丝、漏料的风险。因此,为了提高打印质量,需要在打印前将 PLA Basic 和 PETG HF 烘干。
¶ 防潮
干燥耗材后,在使用过程中也无法避免从空气中吸收水分。建议将耗材放入 AMS/密封盒中密封保存,并且需要确保 AMS/密封盒中的干燥剂有效,防止干燥后的耗材再次受潮。可查阅此篇 wiki 文章,了解干燥剂状态的相关信息:干燥剂——状态。
AMS lite 不具备密封的功能,不推荐长期将耗材安装在 AMS lite 上,否则长时间打印的耗材会再次受潮。
¶ 耗材搭配简介
- 在使用封闭机型打印时,由于提高了 PLA Basic 的打印温度且热床温度设置在 60 ℃,这会使得腔温过高,导致 PLA Basic 软化,在挤出机中受压变形,从而挤出异常或堵头。当打印机所处环境温度较高时,腔温可能更高,此时更加需要打开打印机的前门和(或)顶盖。
- 在使用封闭机型开门或开放式机型打印时,由于热床温度设置在 60 ℃ 且开门打印,这可能会使得腔温过低,导致 PETG HF 在打印大面积模型时,支撑面粘接力不足,模型会有翘曲的风险。
- 以 Bambu PLA Basic 为主体耗材,Bambu PETG HF 为支撑耗材来打印时的情况对比表:
| PLA Basic (与主体耗材相同) |
PETG HF | Support for PLA | Support for PLA/PETG | PVA | |
|---|---|---|---|---|---|
| 主体耗材喷嘴温度 / ℃ | 220 | 230 | 220 | 220 | 220 |
| 主体耗材热床温度 / ℃ | 35 - 55 取决于打印板类型 |
60 必须使用光面 PEI 打印板、高温打印板或纹理 PEI 打印板 |
35 - 55 取决于打印板类型 |
35 - 55 取决于打印板类型 |
35 - 55 取决于打印板类型 |
| 用封闭式机型* 打印的散热要求 | 推荐开门 | 推荐开门 | 推荐开门 | 推荐开门 | 推荐开门 |
| 优点 |
|
|
|
打印前建议查阅此 wiki 文章:PVA 打印指南 |
|
| 缺点 | 支撑不易拆除,表面质量较差。 |
|
价格相对较高。 | 易受潮,对烘干、防潮的要求很高。 | |
| 备注 | 封闭式型:X1 系列、P1S 和封箱后的 P1P。 |
- 以 Bambu PETG HF 为主体耗材,Bambu PLA Basic 为支撑耗材来打印时的情况对比表:
| PETG HF (同种耗材支撑) |
PLA Basic | Support for PLA/PETG | |
|---|---|---|---|
| 主体耗材喷嘴温度 / ℃ | 245 | 245 | 245 |
| 主体耗材热床温度 / ℃ | 70 取决于打印板类型 |
60 必须使用光面 PEI 打印板、高温打印板或纹理 PEI 打印板 |
60 取决于打印板类型 |
| 用封闭式机型* 打印的散热要求 | 推荐开门 | 推荐开门 | 推荐开门 |
| 优点 |
|
|
|
| 缺点 | 支撑结构不易拆除,表面质量较差。 |
|
价格相对较高。 |
| 备注 | 封闭式型:X1 系列、P1S 和封箱后的 P1P。 |
¶ 预设配置文件
下载、打开以下 .3mf 文件后,下文提到的打印参数已自动调整,导入目标打印模型的 .stl 文件后即可应用这些参数,无需再次调整。
如果需要使用其他型号的打印机打印,可直接选择对应的型号,根据提示选择使用修改值,即可迁移相应的工艺参数和耗材丝参数。
如果想手动设置参数、了解具体的参数设置,请看下方内容。
¶ 切片参数设置
在 Bambu Studio 中,默认支撑参数并不适合作为 PLA Basic 与 PETG HF 互相支撑的参数,需要参考下述步骤修改参数才能获得更好的打印质量。
注意:使用 0.2mm 喷嘴进行 PLA/PETG 互相支撑打印时,建议参考下图增加线宽,以增加粘性,否则可能会导致炒面。此外,也可以使用修改器来修改支撑接触面附近的区域。

¶ PLA Basic 支撑 PETG HF 参数设置
此配置使用的主体耗材为 PETG HF,支撑耗材为 PLA Basic。
¶ 耗材参数设置
- 进入耗材参数设置界面。

-
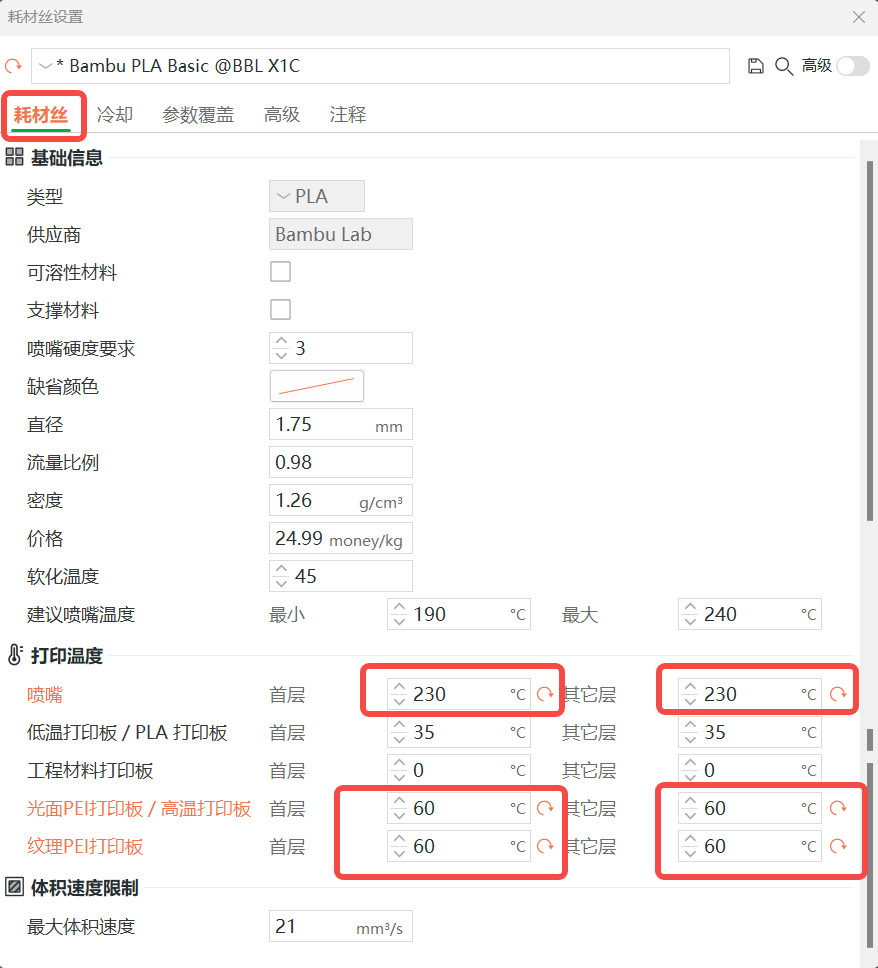
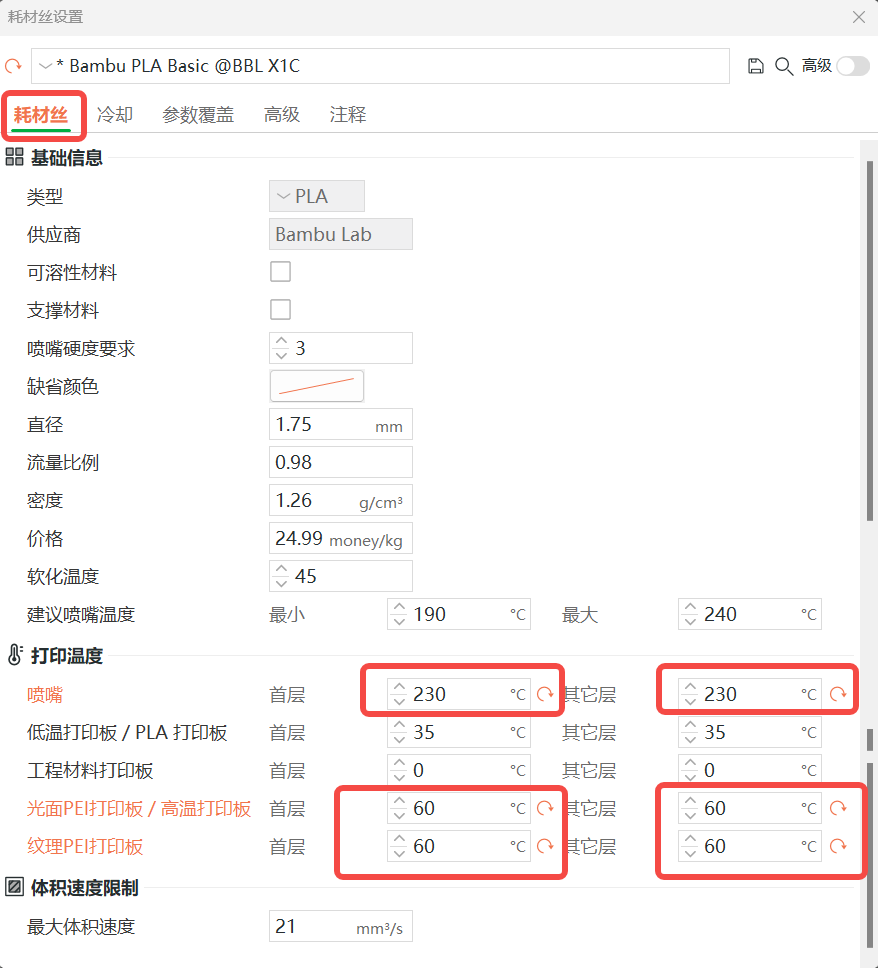
PLA Basic 作为支撑耗材:
- 喷嘴:首层和其它层设置为 230 °C。
- 光面 PEI 打印板/高温打印板:首层和其他层设置为 60°C。
- 纹理 PEI 打印板:首层和其他层设置为 60°C。
其他参数保持默认。
-
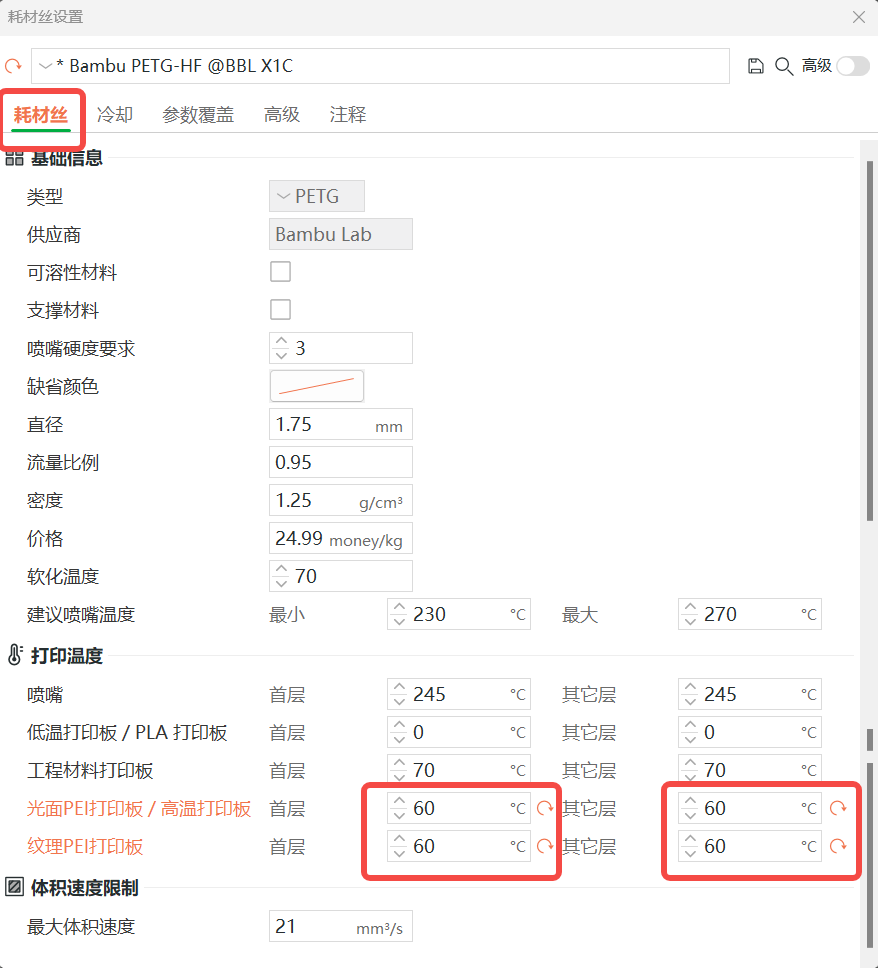
PETG HF 作为主体耗材:
- 光面 PEI 打印板/高温打印板:首层和其他层设置为 60°C。
- 纹理 PEI 打印板:首层和其他层设置为 60°C。
其他参数保持默认。
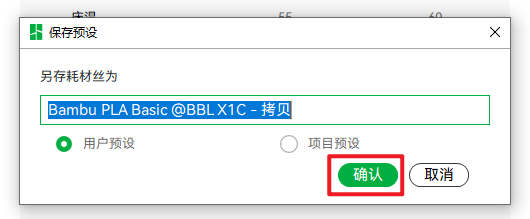
修改完 PLA Basic 的参数后,修改 PETG HF 的参数时,会弹出以下提示。此时需要单击“保存修改值”,将修改后的 PLA Basic 参数保存并命名,然后单击“确认”。经过修改的 PLA Basic 参数将保存为单独预设,下次使用可以直接选择,不需要重新设置参数。
同理,修改完 PETG HF 的参数后,也建议保存预设,便于下次使用。

¶ 支撑参数设置
在 Bambu Studio 中,用支撑耗材打印支撑结构时有 2 种选择:
-
支撑耗材同时作为支撑主体和支撑界面。
此选项更适用于需要较多支撑的情况,但打印时间更长。 -
主体耗材作为支撑主体,而支撑耗材仅作为支撑界面。
此选项更适用于仅需要少量支撑结构,且支撑结构易拆除的常规模型。
根据需求选择对应的支撑方式。具体设置方法如下:
进入耗材参数设置界面。
由于 PLA Basic 同时用作支撑主体和支撑接触面会导致打印时间过长,且支撑结构容易从模型表面脱落,因此推荐仅将其作为支撑接触面材料。具体设置步骤如下:

¶ PETG HF 支撑 PLA Basic 参数设置
此配置使用的主体耗材为 PLA Basic,支撑耗材为 PETG HF。
¶ 耗材参数设置
- 进入耗材参数设置界面;
-
PLA Basic 作为主体耗材;
- 喷嘴:首层和其它层设置为 230 °C。
- 光面 PEI 打印板/高温打印板:首层和其他层设置为 60°C。
- 纹理 PEI 打印板:首层和其他层设置为 60°C。
-
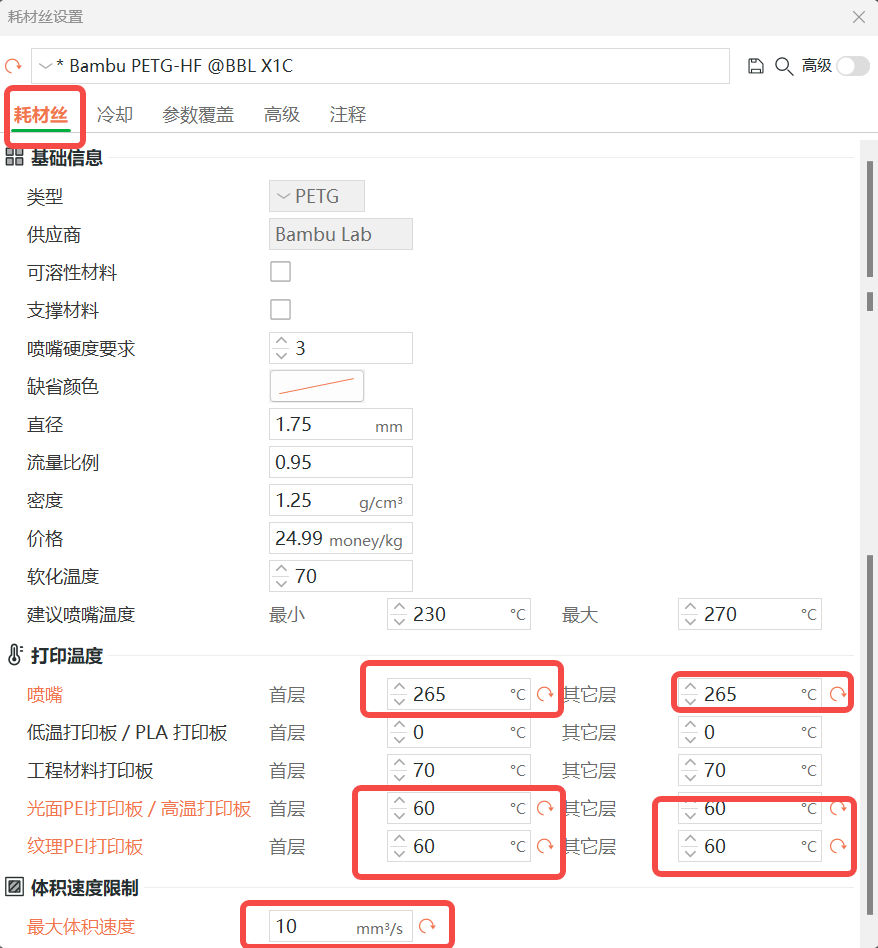
PETG HF 作为支撑耗材;
- 喷嘴:首层和其它层设置为 265 °C。
- 光面 PEI 打印板/高温打印板:首层和其他层设置为 60°C。
- 纹理 PEI 打印板:首层和其他层设置为 60°C。
- 最大体积速度:设置为 10 mm3/s。
¶ 支撑参数设置
PETG HF 也可同时作为支撑主体和支撑界面,具体设置方法如下:
进入耗材参数设置界面。
-
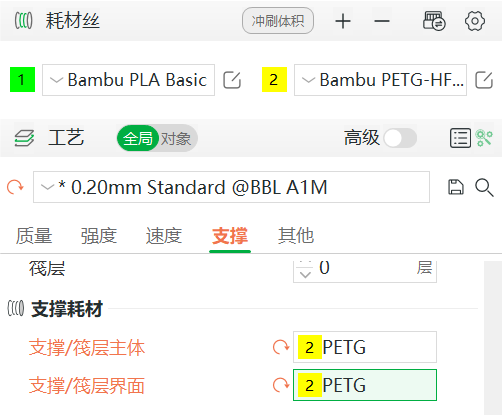
PETG HF 同时作为支撑主体和支撑界面
将支撑/筏层主体和支撑/筏层界面都设置为 PETG HF。
-
PLA Basic 作为支撑主体,PETG HF作为支撑界面
将支撑/筏层主体设置为 PLA Basic,支撑/筏层界面设置为 PETG HF。
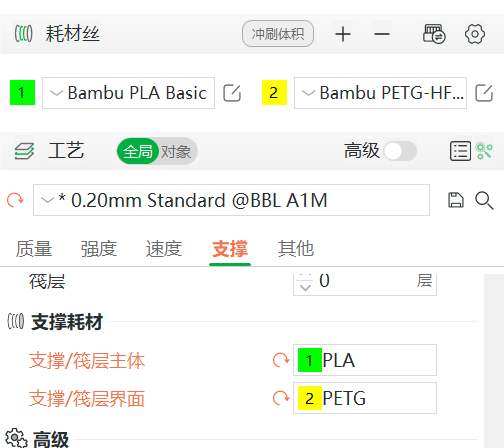
建议仅使用 PETG HF 作为支撑接触面材料,因其作为支撑主体时,模型支撑容易脱落。具体设置如下:

¶ 结束语
我们希望这份指南为您提供了有效的信息,并真实地帮助了您。
如果您对本文中描述的过程有任何疑虑或疑问,您可以在开始操作前联系我们的客户服务团队。 我们随时准备为您提供帮助并回答您的任何问题。