¶ 什么是悬垂?
当模型的某一部分向外延伸,但下面没有实体作为承托时,这部分就属于“悬垂结构”。由于 FDM 3D 打印是“一层一层往上堆叠”的,如果下面没有支撑,材料就会因为重力作用而下垂或变形。
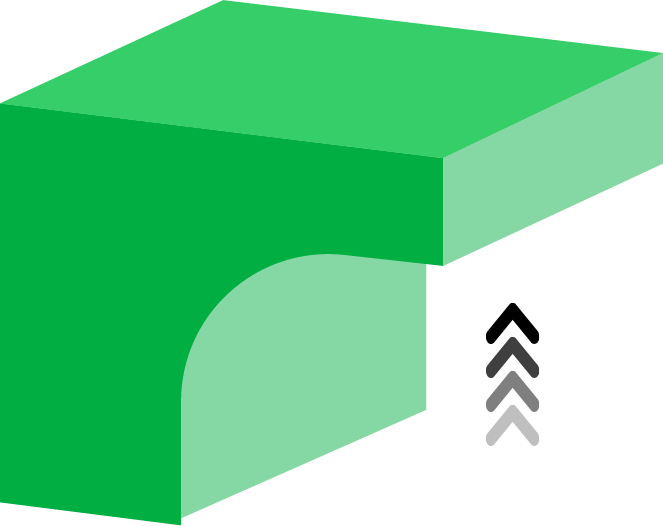
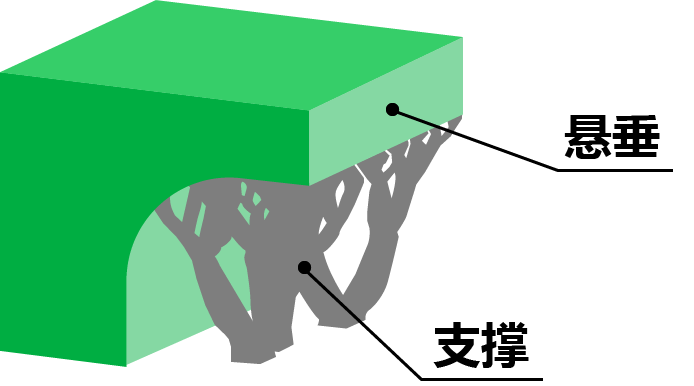
耗材在这个位置打印时容易由于重力作用下垂,所以此时,悬垂位置下方的支撑结构就像一张安全网,为上层的模型提供稳固的支撑力量。
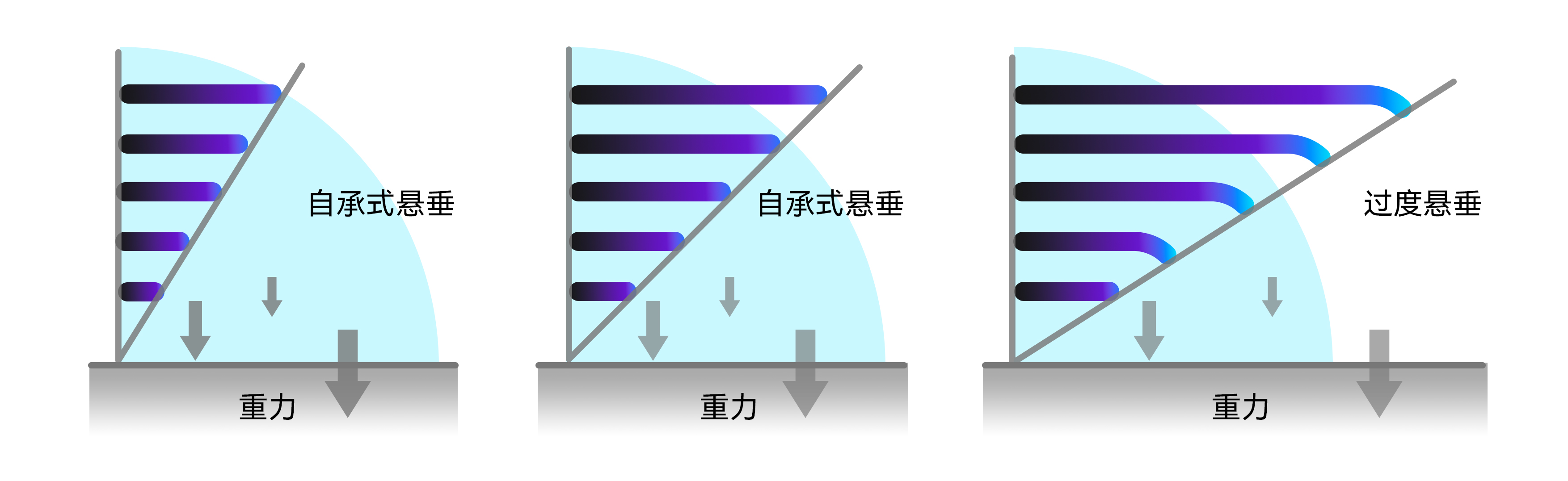
¶ 常见的悬垂有哪些?
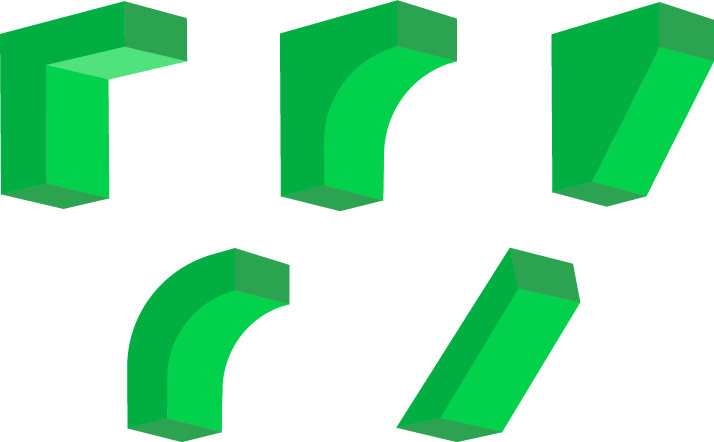
常见的悬垂结构如下图,指的是模型在竖直方向的有一定的倾斜角度或者模型有悬空的部分,均属于悬垂的范畴。
¶ 打印悬垂部分失败的原因
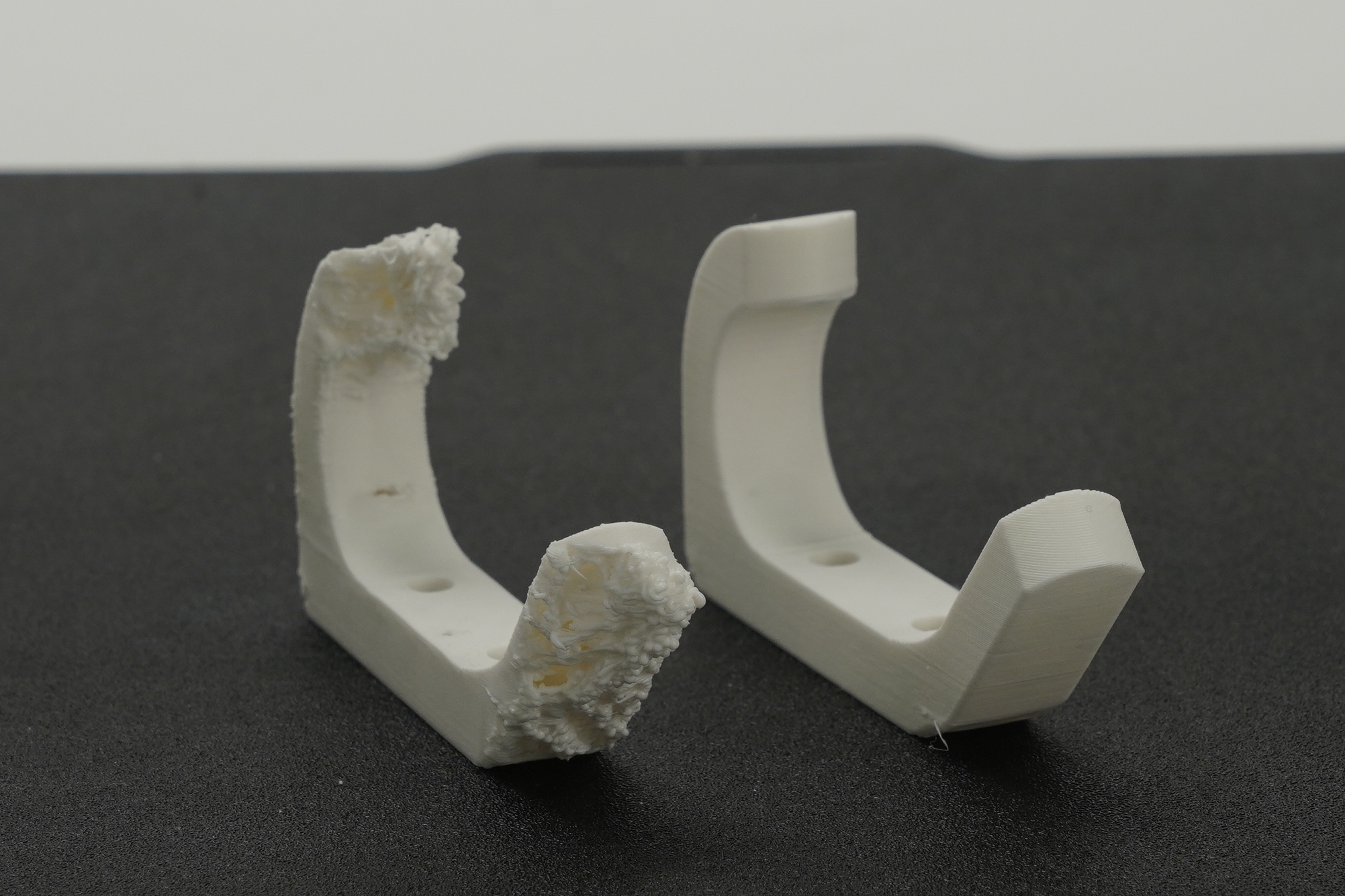
打印悬垂表面时失败的直接原因,是由于挤出的耗材没有及时冷却,从而无法准确粘接在目标位置上而导致的下坠。
具体打印情况可以参考下图:左边为悬垂质量较差的模型;右边为悬垂质量较好的模型。
¶ 解决方法
出现打印悬垂部分失败时,建议根据实际情况尝试以下方法来改善:
首先观察或在 Bambu Studio 中测量模型的悬空倾斜角度,从而判断角度是否过大。可以尝试按照下面列出的具有针对性的优化参数设置,以改善悬垂质量。
注意:此处所指的模型悬空倾斜角度,指的是模型倾斜部分的平面与垂直于热床面之间所形成的夹角。与之相对的是,悬垂降速中的悬垂阈值是指挤出线条中不受下层支撑部分在挤出线宽中的占比,两者并不相同。如下图展示了在 Bambu Studio 中悬垂阈值角度分别设置为 5° 和 85° 时的支撑生成的对比效果。输入的角度数值越大,生成的支撑越多。
.png)
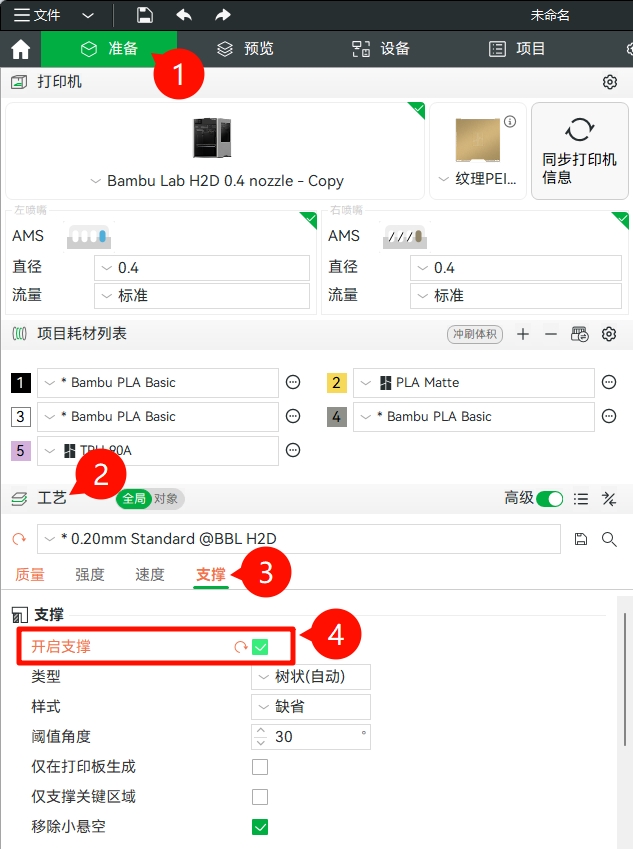
¶ 开启支撑
如果模型的悬空倾斜角度过大,建议您在 Bambu Studio 中开启支撑结构以提高打印质量。更多关于支撑的设置您可以参考支撑耗材与支撑功能的介绍了解更多。
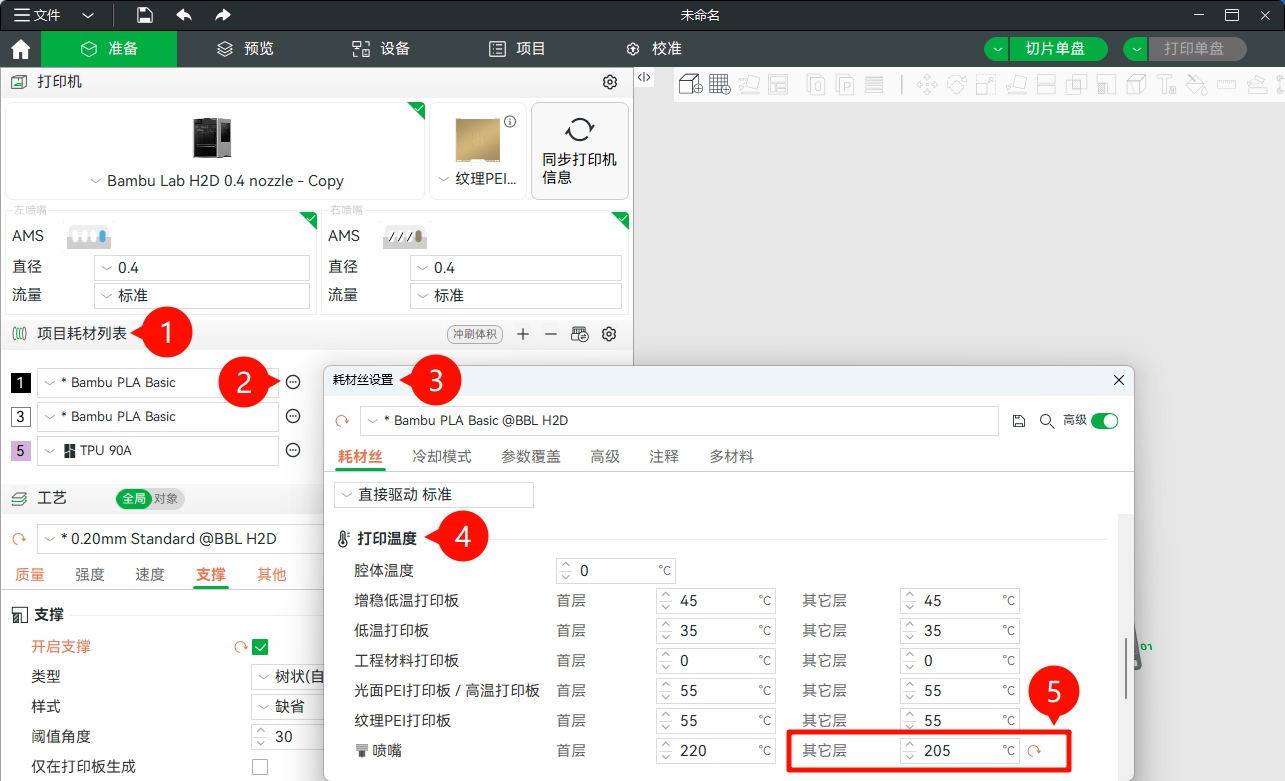
¶ 降低喷嘴温度
如果模型的悬空倾斜角度不大(例如小于45°时),建议您可以适当降低喷嘴温度。
当悬垂部分的打印速度较慢时,降低喷嘴温度有助于减少对冷却的需求。
- 以 PLA 为例,可以把其它层喷嘴温度适当降低至 205 摄氏度左右;同时调高悬垂风扇速度至100%
- 对于其他官方耗材,您可以参考该耗材指南以了解耗材与各机型、喷嘴、AMS、打印板以及胶水的兼容性、适配性及参数设置。确保温度保持在推荐范围内,同时适当降低喷嘴温度 5-10℃ 即可。
- 对于第三方耗材,建议通过打印温度塔来测试并确定最佳打印温度。温度塔的打印教程可以参考第三方打印机校准指南。
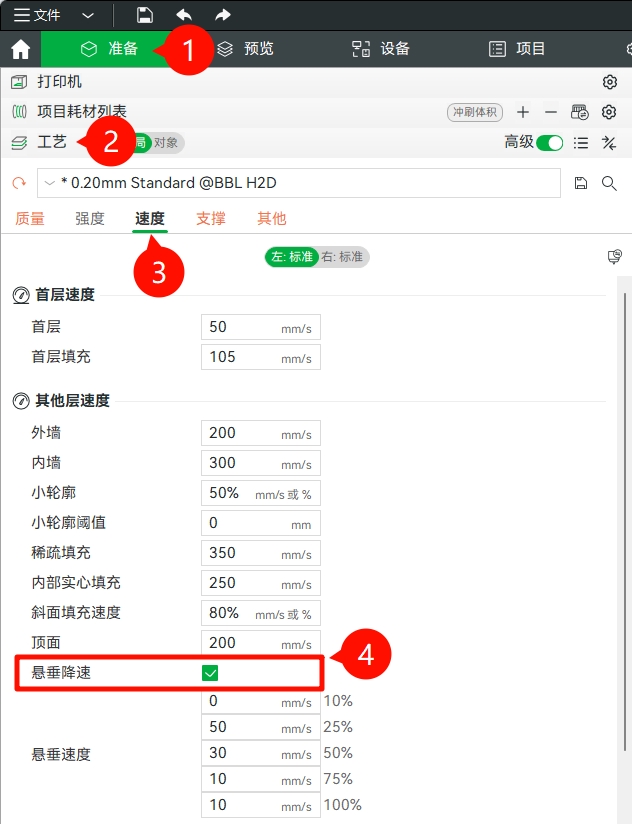
¶ 开启悬垂降速
**适当降低整体打印速度,或启用悬垂降速以降低悬垂部分的打印速度。**必要时,您可以进一步降低悬垂速度。悬垂速度一般设置在 10-60mm/s 之间,悬垂阈值越大,悬空部分的幅度也会增加,此时通常需要使用更低的速度以确保打印质量。关于悬垂降速的详细信息,请参考悬垂降速指南以了解更多。
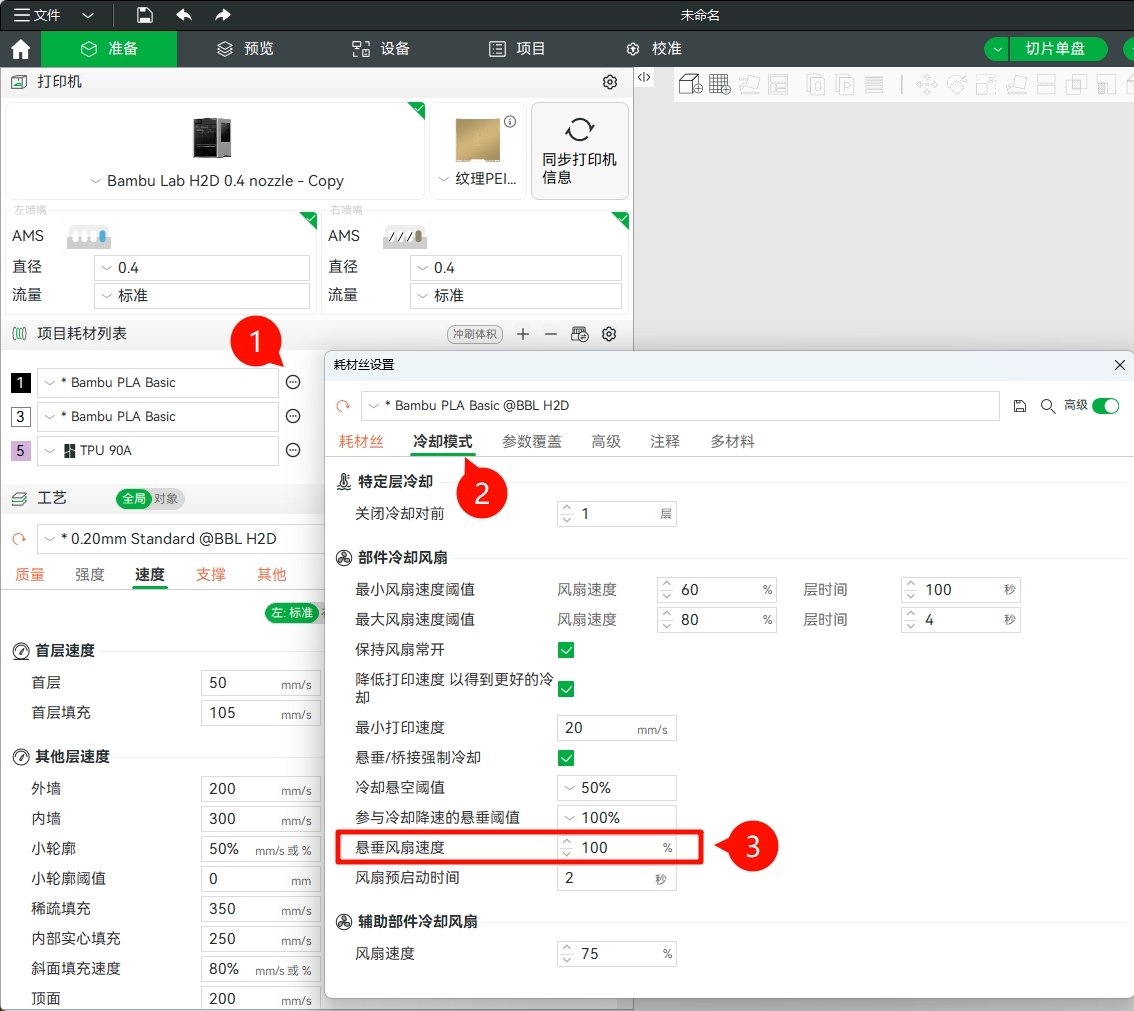
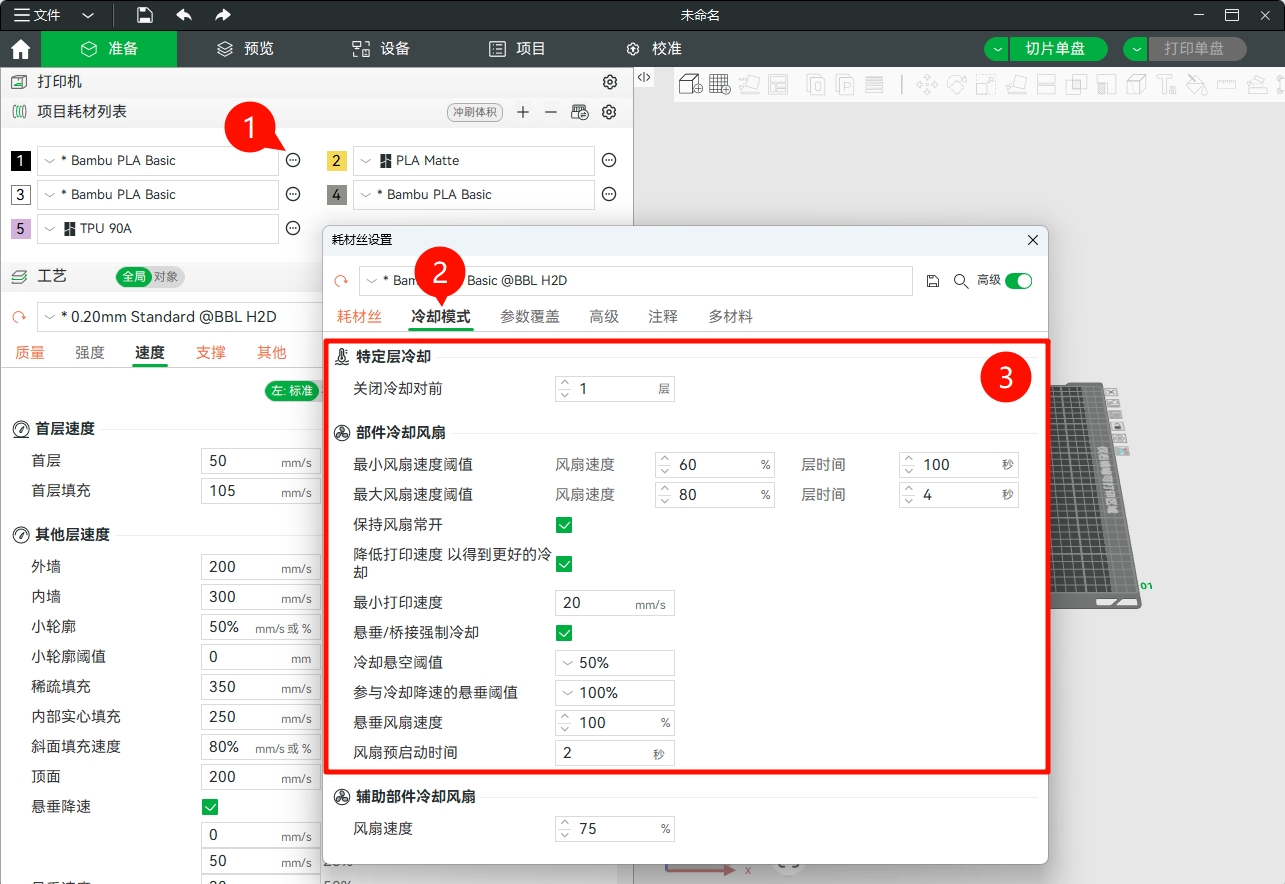
¶ 调大冷却风扇转速百分比
适度调大辅助风扇、部件冷却风扇的转速百分比。如果悬垂质量一直很差,需要检查部件冷却风扇和辅助冷却风扇在打印过程是否可正常工作,可在 Bambu Studio 里开关和调节风扇转速百分比来测试(下图以 H2D 为例)。

¶ 增强散热效果
通常,打开打印机的前门和玻璃盖可以获得更好的散热效果(一般只针对 PLA、PETG、TPU 类材料,其他耗材如此操作易因腔温过低而导致翘曲、层间结合变弱)。
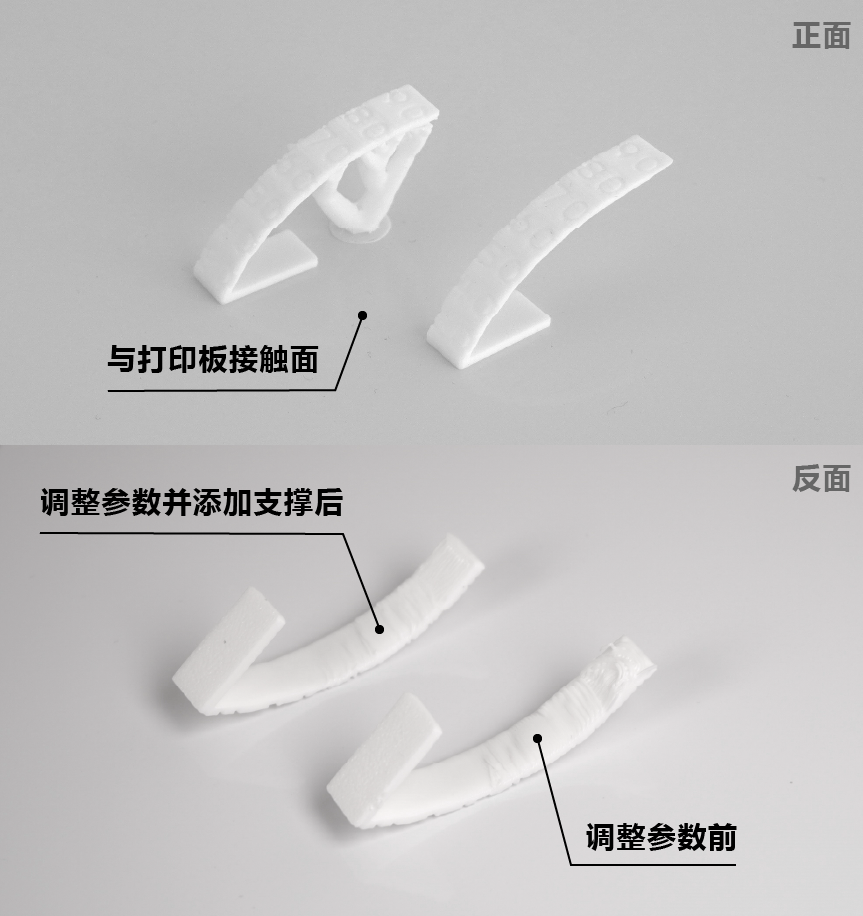
¶ 打印结果对比
下面是参数调整前与调整后的悬垂模型对比图。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!