¶ 预设配置文件
下载、打开以下 .3mf 文件后,下文提到的打印参数已自动调整,导入目标打印模型的 .stl 文件后即可应用这些参数,无需再次调整。
如果需要使用其他型号的打印机打印,可直接选择对应的型号,根据提示选择使用修改值,即可迁移相应的工艺参数和耗材丝参数。
Bambu Support for ABS(普通支撑).3mf
Bambu Support for ABS(树状支撑).3mf
¶ 打印前的准备和防护
Support for ABS 的主要成分是高抗冲聚苯乙烯 (HIPS),它对水分不敏感,不容易从空气中吸收水分,通常情况下无须在打印前进行烘烤。
在打印 Support for ABS 的过程中,会有类似打印 ABS 材料时出现的刺激性气味(但较轻微),因此建议使用封闭式的打印机进行打印,并注意在打印过程保持环境通风和避免长时间近距离接触
¶ 支撑参数设置
¶ 不支持可变层高
使用 Support for ABS 进行打印时,选择可变层高可能会导致打印失败,因此不建议使用可变层高进行打印。
¶ 关于模型主体的层间强度
当使用自动供料系统 (AMS) 打印支撑材料时,由于以下原因,与支撑处于同一高度的模型主体层间强度会有所降低:
- ABS 材料对层时间比较敏感,换料冲刷过程会增加层打印时间,导致一定程度的过度冷却,从而使层间强度降低。
- Support for ABS 是非极性的材料,在冲刷过程中较难被 ABS 材料冲刷干净,导致 ABS 材料中混入了支撑材料。由于支撑材料的层间强度较低,这种情况也会导致与支撑处于同一高度的模型主体层间强度降低。
通过以下参数设置,能在一定程度上减少模型层间强度的损失。
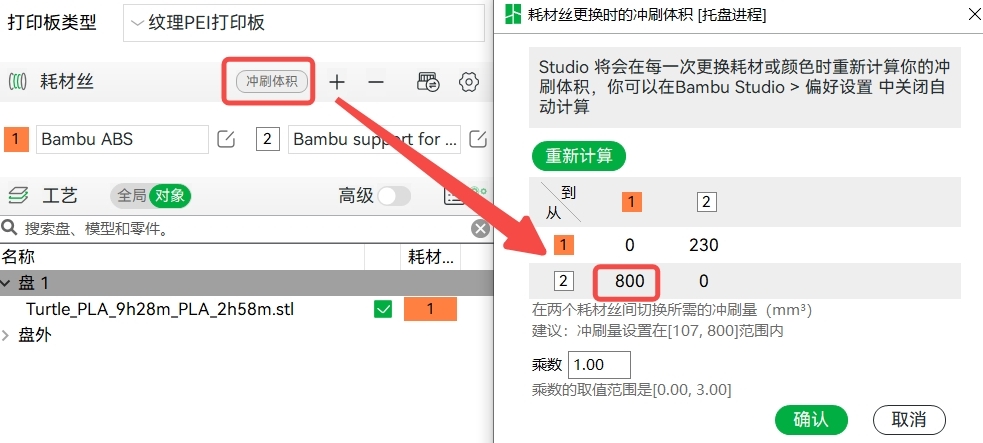
¶ 冲刷量
如下图所示,把从 Support for ABS 切换至 ABS 材料时的冲刷量增大至 800,从而降低两种材料在喷嘴的混合程度,减弱支撑材料对模型层间强度的影响。
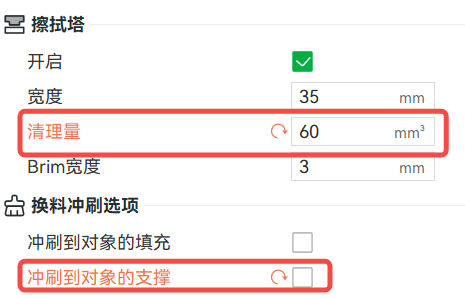
¶ 擦拭塔
- 增大擦拭塔的清理量。
- 关闭冲刷到对象的填充/支撑。
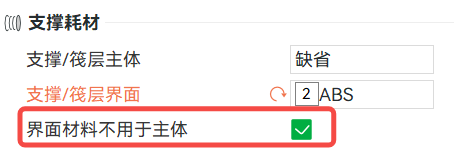
- 打开界面材料不用于主体。
|
|
了解擦拭塔的更多信息,请参见擦拭塔介绍。
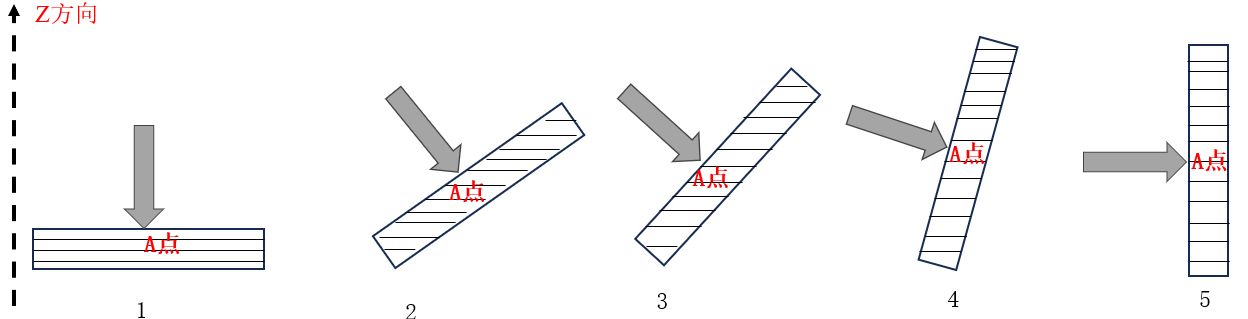
¶ 模型方向
由于打印机的打印方式是从低到高层层堆叠,因此模型内部的强度会比层与层的边缘粘合处更强。通过合理布置模型方向,避免模型在层间受力。
如下图所示,在模型受力面、受力点不变的情况下,通过调整模型的摆放角度,避免模型在层间方向上受力,因此左往右模型的强度依次降低。
¶ 支撑的剥离性
通过以下参数设置,可以提高支撑的易剥离性。
¶ 样式
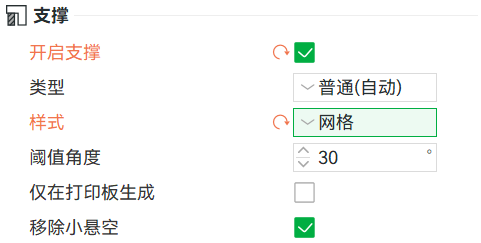
使用普通支撑时,推荐设置样式为缺省/网格,如下图所示。
¶
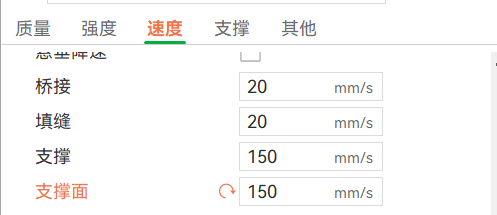
支撑面速度
提高支撑面速度,可以增加支撑的易剥离性。但如果支撑面速度过快,会增加模型翘曲的风险。
¶
接触面层数
增加接触面层数,能够使支撑更容易剥离。

¶
树状支撑
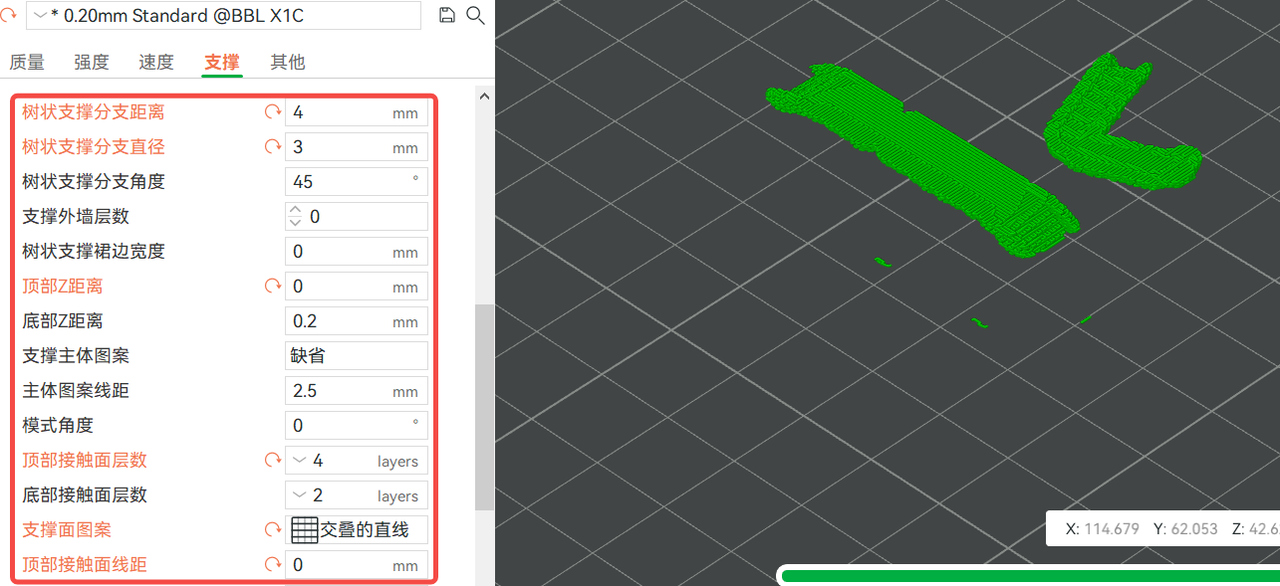
如下图所示,在使用树状支撑时,建议调整参数使接触面完整并连结成片。
更详细的树状支撑功能,请参见支撑耗材与支撑功能的介绍。
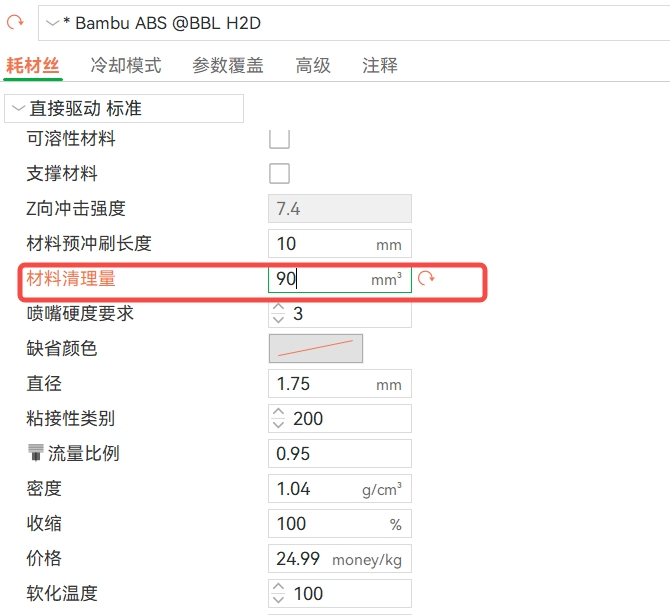
¶ 使用 H2D 打印 ABS 和 Support for ABS 时
1 需要把 ABS 的材料清理量提高至 90mm³;
2. 修改 ABS 的部件冷却风扇设置,提高最小风扇速度阈值为 50%。

¶ 可溶性
Support for ABS 除了可以作为易剥离支撑耗材来使用,还能够作为可溶性支撑溶解在 d-柠檬烯中。
d-柠檬烯是一种有机化合物,主要存在于柑橘类植物的果皮中,是许多精油的主要成分之一。它具有清新的柑橘类香气,能作为香料成分广泛应用于食品、化妆品和香水行业。它能够溶解 HIPS,因此可以去除 Support for ABS 打印的支撑。
虽然柠檬烯通常被认为是安全的,但长时间暴露或吸入高浓度蒸气可能引起刺激,因此使用时应避免接触皮肤和眼睛,并戴好手套和口罩再进行支撑溶解和模型清洗的有关操作。使用完成后,应将柠檬烯放置在孩童接触不到的地方,并妥善处置溶解完支撑材料的废液。
¶ 结束语
我们希望这份指南为您提供了有效的信息,并真实地帮助了您。
如果您对本文中描述的过程有任何疑虑或疑问,您可以在开始操作前联系我们的客户服务团队。 我们随时准备为您提供帮助并回答您的任何问题。