¶ 一、打印前准备
¶ 耗材准备
(1)选择硬度合适的 TPU。本行业常见 TPU 的硬度较多,从大到小的排序为:77D > 70D > 68D > 55D > 95A > 85A > 83A > 80A > 75A > 70A。硬度为 95A、85A、83A、80A 的硬度适中,可用拓竹打印机打印(硬度越高的打印失败风险越低),但不可用拓竹 AMS 来进料,原因是它们易在 AMS 的通道中弯折,造成进、退料失败;硬度为 75A、70A(或更小)的 TPU 不可用拓竹打印机来打印,原因是它们太软,易被挤出轮压扁而导致堵头。
(2)烘干耗材。用鼓风型烤箱(推荐)或拓竹 X1、X1C 打印机把耗材烘干,以免线材因受潮而使模型有过多的漏料、拉丝等质量问题。相关烘干参数如下表:
|
鼓风型烤箱(推荐)
|
拓竹 X1/X1C 打印机
|
|||||
|
耗材
|
温度 / ℃
|
干燥时间 / h
|
热床温度 / ℃
|
干燥时间 / h
|
翻面时间
|
盖子
|
|
TPU
|
65 - 75
|
8
|
80 - 90
|
12
|
每 6 小时
|
耗材包装盒或 PC 盒
|
注意事项:
(1)使用烤箱烘干耗材时,最好使用鼓风型的,且烤箱的容积不要过小,并尽量使料卷远离发热区,以确保温度较均匀,使耗材能整体烤干,且不会使料盘、料线因局部过温而变形、损坏。
(2)使用 X1、X1C 干燥耗材时,需要用耗材包装纸盒或自行打印的 PC 盒来盖住料卷,且全程都要盖紧上盖和关紧前门,以使料卷所处空间的温度达到较高值;另外,烘烤过程需给料卷翻面,以使耗材整体都能烤干。具体操作请参见:https://wiki.bambulab.com/zh/general/bambu-filament-drying-cover
(3)对于可用 AMS 打印的 TPU,请将烘干的耗材装入 AMS 中,然后放入有效(未失效)干燥剂,最后将 AMS 锁紧,以避免耗材在打印过程中吸水、受潮。
对于不可用 AMS 打印的 TPU,请将烘干的耗材装入一个带有滚轴的密封盒中,然后放入有效(未失效)干燥剂,最后将盒子锁紧,以避免耗材在打印过程中吸水、受潮;其中,滚轴的作用是减小进料阻力,避免 TPU 线材因进料阻力过大而导致进料异常。滚轴的文件、样式及线材装好后的样式见如下:
4 升密封盒

装入模型配件和耗材。

¶ 打印机、配件选择
TPU 适配的打印机和配件表
|
打印机
|
AMS & AMS lite
|
喷嘴
|
打印板
|
胶水
|
|
|
X1C、X1、P1S、P1P,A1 mini 封闭机箱或开放机箱
|
适用:77D、55D 或硬度更大的 TPU
|
不适用:95A、85A、83A、80A 或硬度更小的 TPU | TPU 95A HF 支持 0.4mm 的喷嘴,不支持 0.2mm 的喷嘴 |
适用:低温打印板、PLA 打印板、工程材料打印板、高温打印板、纹理 PEI 打印板
|
适用:固体胶、液体胶
|
¶
二、参数设置
¶ 打印参数设置
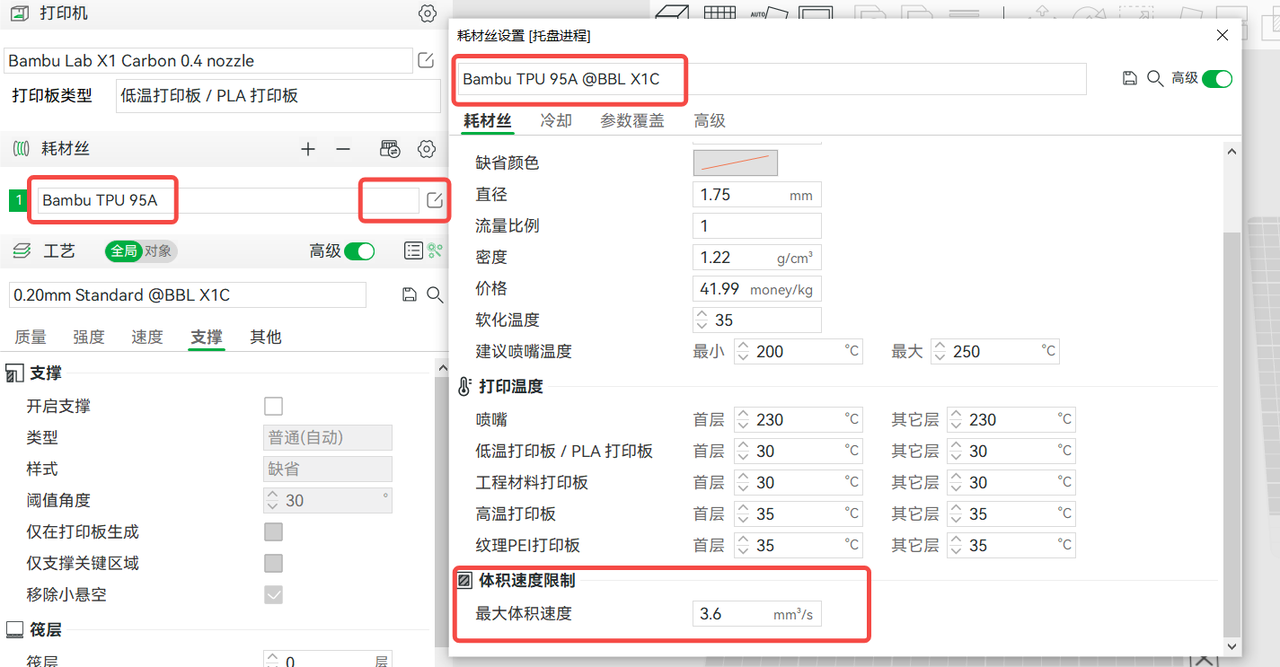
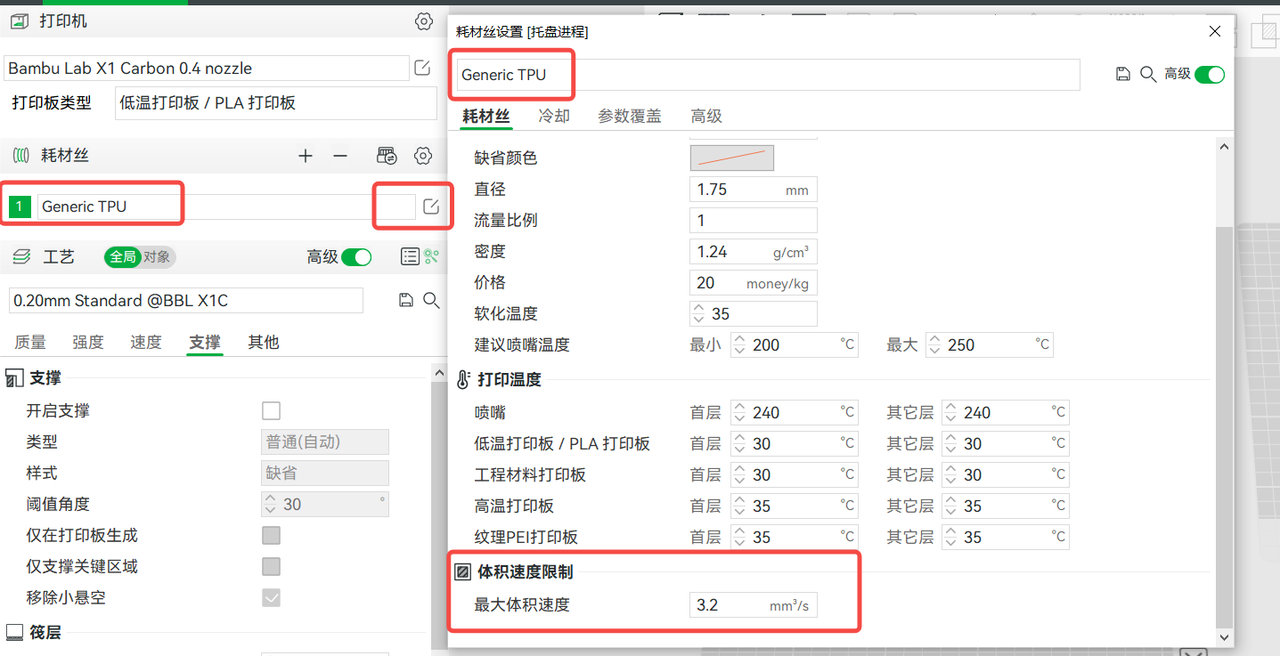
对于拓竹 TPU,推荐选用 0.4 mm 喷嘴和相应的 Bambu TPU 预设。对于第三方 TPU,建议选用 0.4 mm 喷嘴和最大体积速度(打印速度)较低的 Generic TPU 预设。如果该第三方 TPU 的硬度在 95A 或以上,和(或)标明了是高速 TPU,则可以考虑使用 Bambu TPU 的预设,并在此基础上把“最大体积速度”适当提高。注意,TPU 在打印速度偏高时易发生进料失败或堵头等问题;如果不确定该 TPU 能在高速下打印,请尽量使用较低的打印速度。
¶ 模型摆盘
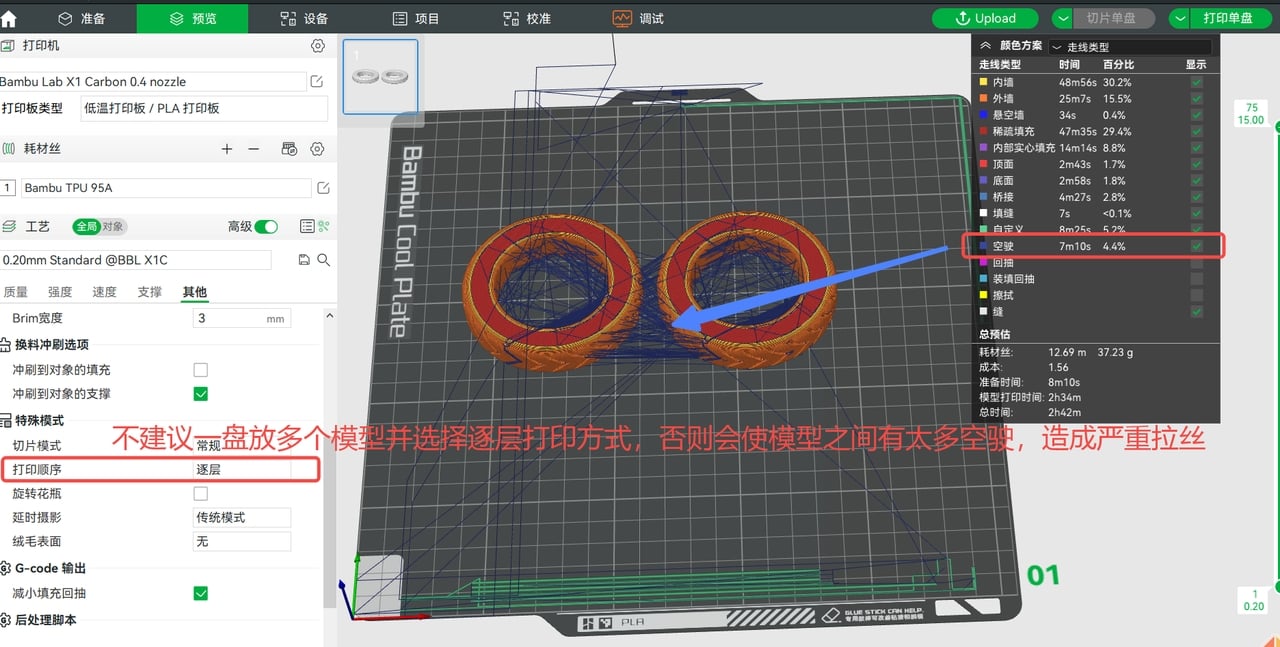
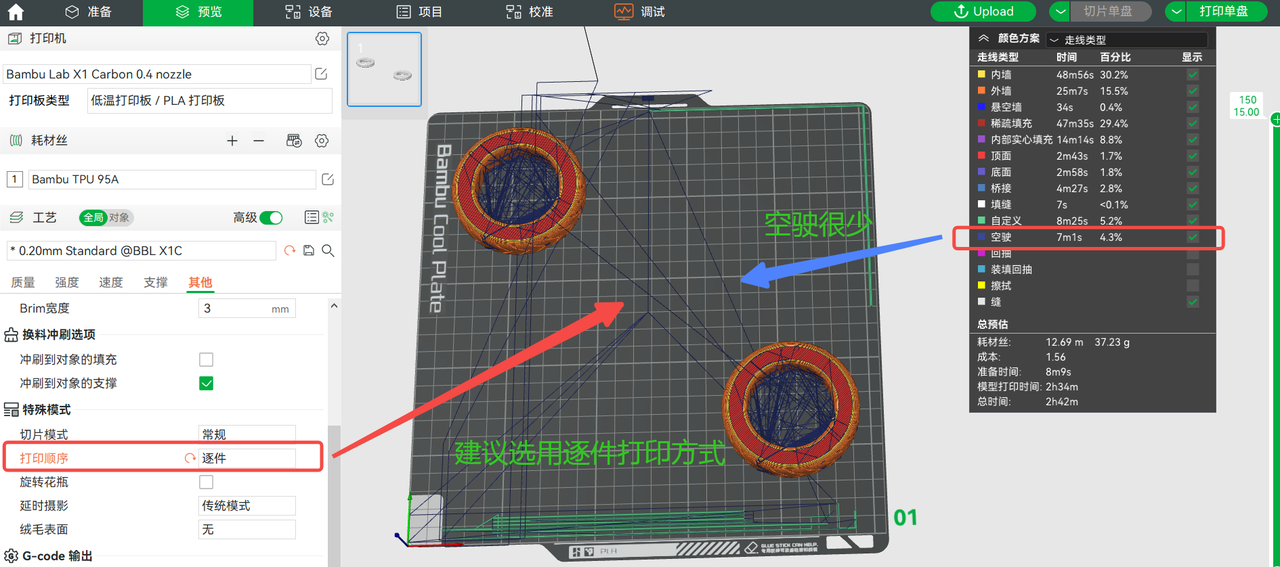
TPU 较容易产生拉丝现象,所以,在模型摆盘时,应避免存在过多的空驶,即应避免一盘放置多个模型和避免选用逐层打印方式,而是应该选择一盘只放一个模型,或放置少数模型并选择逐件打印方式。
¶ 关闭动态流量校准
动态流量校准是一种检测挤出与移动过程中材料流速变化的响应,自动调节流量补偿参数,以优化打印质量的技术。该机制在处理刚性材料(如 PLA、PETG)时通常表现稳定,能够有效提升打印一致性。然而,对于TPU等柔性材料,其独特的物理属性对校准算法提出了更高的挑战。
TPU(热塑性聚氨酯)具备高弹性、柔软易形变等特性,在挤出过程中易发生压缩与回弹现象。与硬质材料相比,TPU在挤出的时候,会出现明显的响应滞后。这种滞后在打印加减速过程中尤为突出,主要表现为:
- 材料未能及时响应系统的挤出指令,易被算法误判为“欠挤”或“过挤”;
- 动态校准系统在采集到这些误差后,会尝试进行补偿计算,但基于错误判断所生成的补偿参数往往与实际情况严重不符;
- 最终,原本旨在提升质量的流量校准机制,反而可能引发打印稳定性的下降,如局部过厚、空打、线条不均等问题。
此外,由于 TPU 打印速度通常较低,例如在 Bambu Studio 中,“Bambu TPU 95A” 默认的体积流速上限为 6.4 mm³/s,而选择“Generic TPU”时仅为 3.2 mm³/s。且打印过程中速度变化不大,本身就不易产生剧烈的流速偏差,也进一步降低了动态流量校准的实际价值。
因此,在使用TPU等柔性材料进行打印时,应禁用动态流量校准功能。
¶ 三、打印结束后的工作
¶ 从打印板上取下模型
一般而言,TPU 对打印板的粘结力较强,部分底面较大的模型较难拆下。这时,请勿使用蛮力,以免损伤模型或打印板,而是应该将模型的一个边角拉起一道缝隙后,往其中喷洒酒精,然后便可逐渐用力把模型和打印板分离。
¶ 去除模型的拉丝
打印前将 TPU 耗材烘干只能减少打印件上的拉丝,而不能完全避免,尤其是对于跳跃较多的模型而言。要去除模型上的拉丝时,可以用电吹风机的热风来吹模型,也可以用打火机的火焰对准拉丝部位迅速烫烧,但要注意避免模型损伤。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
我们希望能确保您安全有效地进行操作。如果您对本指南描述的过程有任何疑虑或问题,建议您在开始操作前联系我们友好的客户服务团队。
我们随时准备为您解答疑问并提供帮助。点击此处联系在线技术支持(服务时间 9:00-21:00)