¶ Version 01.06.00.00 (20250812)
¶ Feature Optimization
1. Optimized RFID reading reliability for the AMS
2. Optimized Bambu Farm Management, enhanced network stability when managing large amounts of printers
3. Added Russian language support
¶ Known Issues
1. HMS display problem when using Russian language system
¶ Version 01.05.00.00 (20250603)
¶ New Features
1.Authorization Control for Enhanced Security
- The printer now verifies whether control commands originate from official or authorized software. If not, the commands will be rejected.
- You can still:
Use third-party slicers with Bambu Connect.
Operate the printer completely offline.
Send files directly to the printer in LAN mode, without cloud connectivity requirements.
Downgrade firmware to a previous version if needed.
2.Developer Mode (Available in "LAN Mode")
- When enabled, Authorization Control will be disabled, allowing the printer to accept all control instructions without verification.
- This mode is intended for advanced users who want full control over their printer’s security.
¶ Version 01.04.00.00
¶ New Features
1. Added support for offline Firmware update from MicroSD card. How to: Firmware Upgrade via microSD Card - A1 mini.
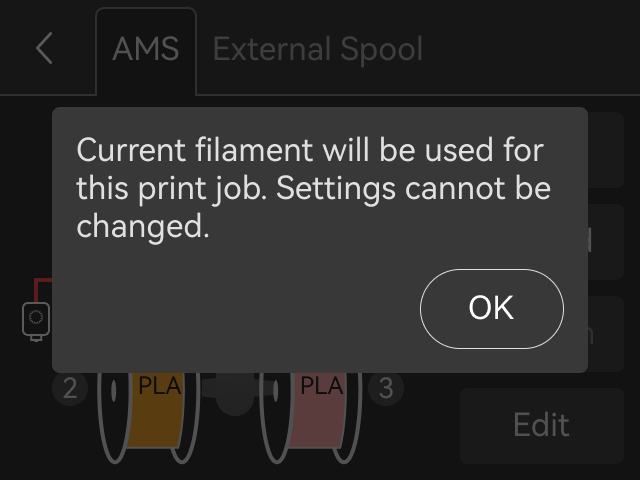
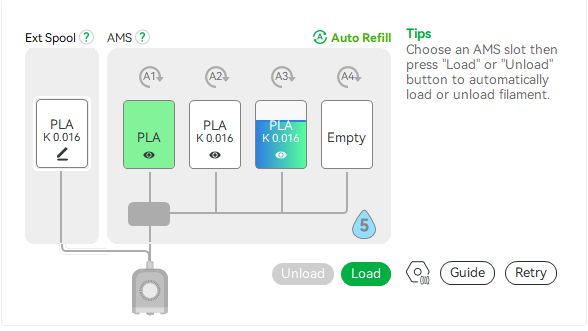
2. Added support for filament editing while printing.
- Only the filament that is not in use can be edited.
- The printer will automatically remap the filament backup according to the new filament settings. Know more about filament backup. AMS main functions and workflow introduction.
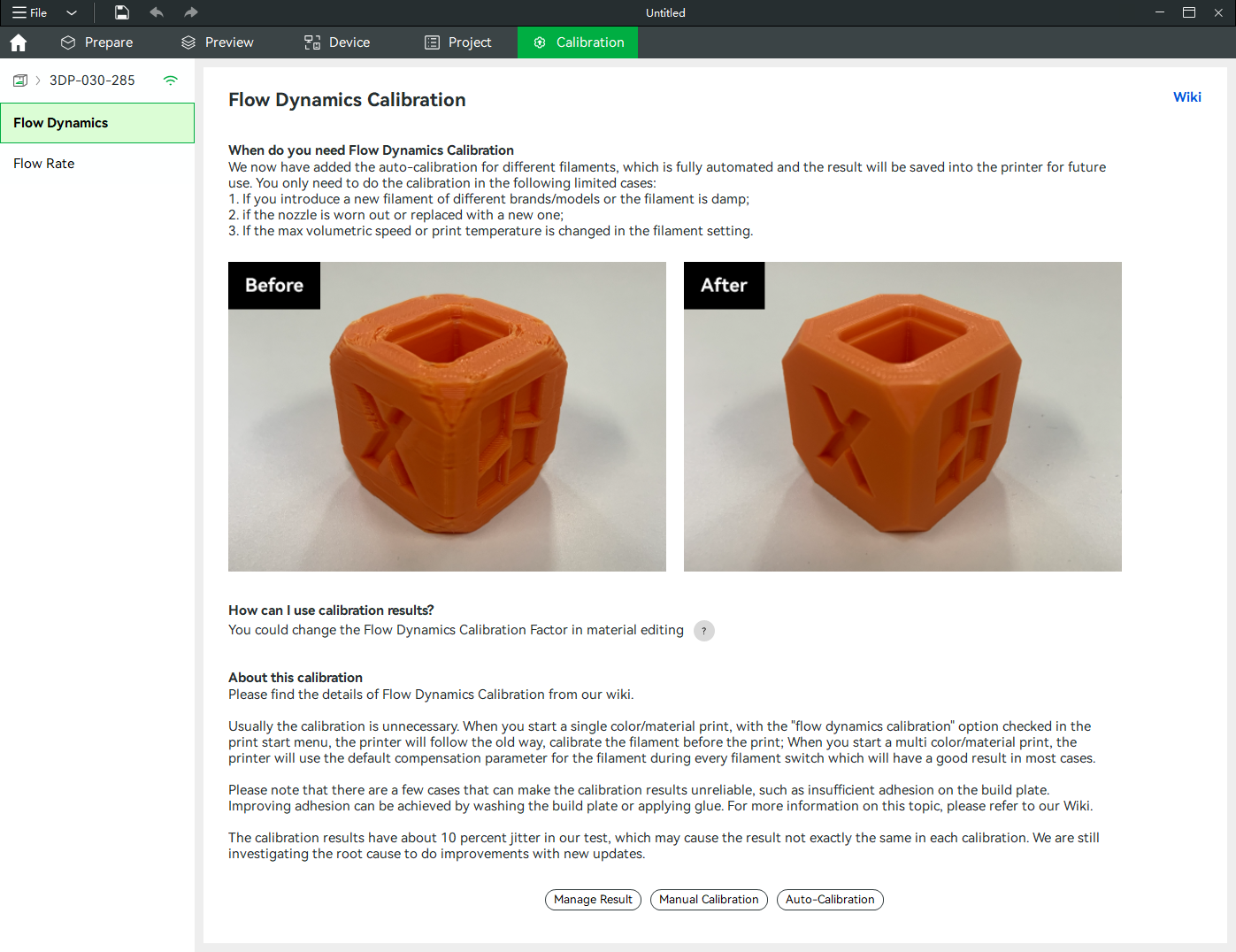
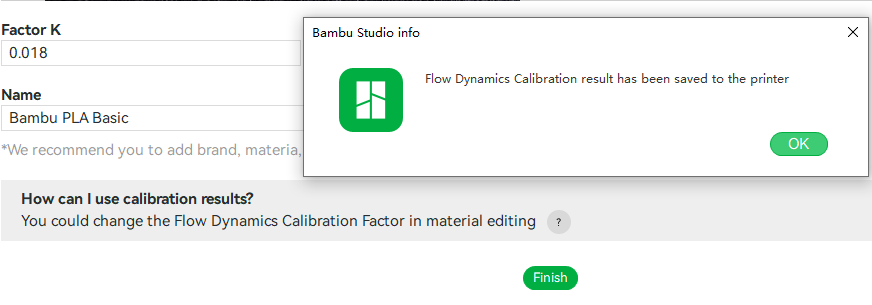
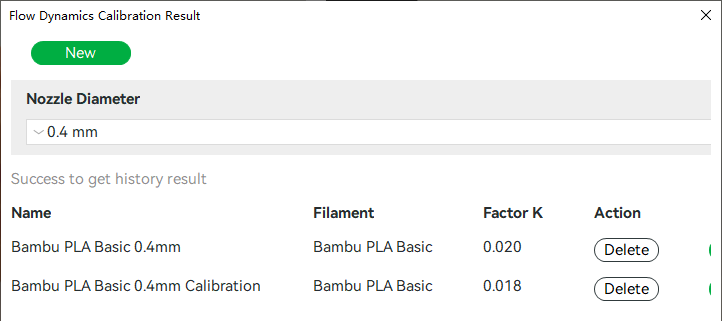
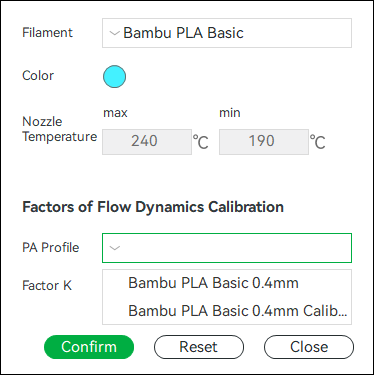
3. Added support for Automatic Flow Dynamics Calibration for multiple filaments via Bambu Studio. For more details on “Flow Dynamics Calibration”, please refer to: Flow Dynamics Calibration.
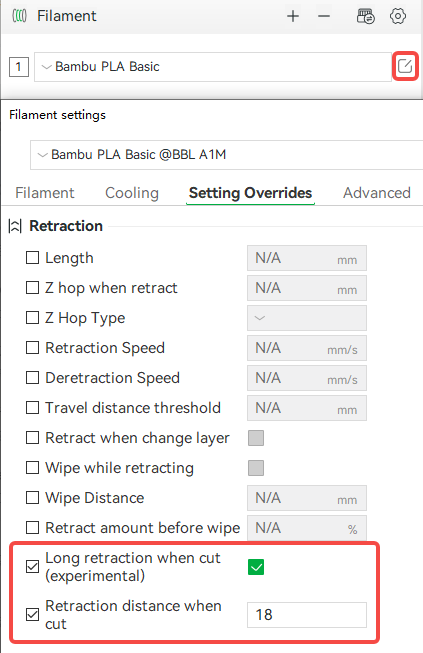
4. Added support for filament verification for “Reducing purging through retracting filament” function.
- A long retraction during filament change can significantly reduce the purge volume, but it may cause clogging when the filaments assigned in the sliced file do not completely match the actual filaments in use. The filament verification function will verify the filaments match before performing retraction.
- This function needs to be used with the slice files generated by Bambu studio v01.09.00.67 and above. For more information about the “Reducing purging through retracting filament” function, please refer to: Bambu Studio 1.9.1 Release Notes.
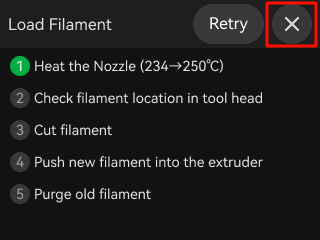
5. Added interruption button when load/unloading filaments when not printing.
¶ Feature Optimizations
- Optimized the temperature setting input UI of the nozzle and heatbed to a digital keypad.
- Optimized the heatbed parking location when pausing the print for the user to conveniently operate the touch screen.
- Gradually increase the heatbed moving speed when restarting a paused print for increased safety.
- Added a notification queue “Green dot” to notify for new firmware updates.
- Pause print if abnormal bed-leveling data exceed the threshold. This helps protect the buildplate from unwanted damage.
¶ Bug Fixes
- Fixed a low chance flow calibration K factor defect.
- Fixed a low chance issue of the AMS lite not being recognized by the printer.
- Fixed several copy & UI problems.
- Fixed a HMS refreshing problem.
- Fixed a faulty reboot problem after filament presets editing.
¶ Version 01.03.01.02
¶ Improvement
- Improved printing stability.
- Optimized read-and-write compatibility for Micro SD cards.
¶ Version 01.03.01.00 (20240722)
¶ Improvement
Improved system stability.
¶ Bug fixes
- Fixed the issue where the printer did not report an error for homing failure.
- Fixed the intermittent failure to continue printing after power loss.
- Fixed the intermittent time synchronization failure.
- Fixed the intermittent manual calibration failure.
- Fixed the issue where there was a small chance the K factor from flow dynamics calibration was not effective.
¶ Version 01.03.00.00 (20240612)
¶ New features
- Third-party filament support
- Users can create and manage custom filament profiles in Studio. These custom filaments can then be selected in Device filament slots
- Expedite partial bed-leveling (in conjunction with Bambu Studio V1.9.2 and above)
- Run bed-leveling according to the outer contour of the sliced models, instead of the whole build plate area.
- Added notification sound when the printer is working abnormally
- Improved color display for gradient and dual-color filaments
- Auto-save the manual flow calibration parameters
- Auto-save the manual flow calibration parameters
- Support creating & managing new PA parameters
- Support setting PA configuration files on the filament settings page
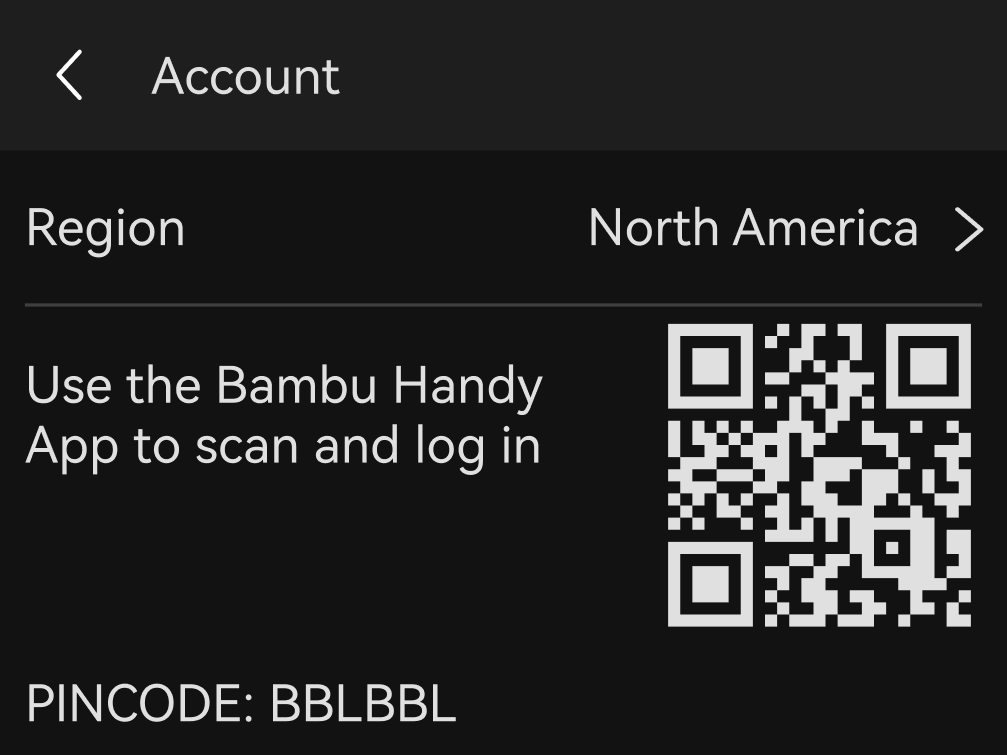
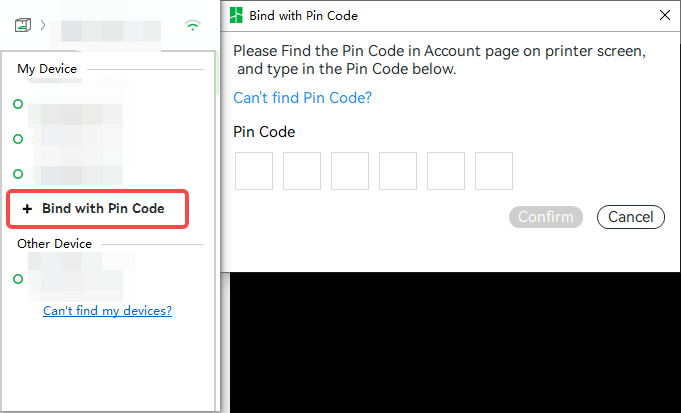
- Non-LAN binding via PIN code on the studio side (in conjunction with Bambu Studio v01.9.2 and above)
- Users can bind devices to the computer that is not on the same local area network (LAN) using a PIN code on the studio side
¶ Feature Optimizations
- Improved the print time calculation logic, supported inclusion of abnormal stop time
- Optimized the wording and interface in error code pop-ups
- Optimized nozzle clumping detection logic
- Added UI interface explanation of the impacts and precautions of nozzle clumping detection
¶ Bug fixes
- Fixed the lack of notification on Handy when the AMS causes a print pause
- Fix the issue of switching ON/OFF delay video gradients during the printing process
- Fix the intermittent homing failed issue
- Fix the false alarm of nozzle clumping detection
¶ Version 01.02.00.00 (20240206)
Version 1.2 firmware introduces several convenient features designed to enhance the user experience. The Build Plate Detection feature eliminates the possibility of human error by preventing a print from starting without the build plate in place. Similarly, the Air Printing Detection feature halts your print upon detecting extrusion issues, thereby conserving filament and saving time.
Below, you'll find some of the key updates that Version 1.2 brings:
- Implemented the "Air Printing" detection feature to identify extrusion issues such as clogging and filament grinding.
- Introduced the Build Plate Detection feature to ensure that the build plate is properly positioned before initiating each print job.
- Introduced 'Nozzle Clumping Detection' which can automatically detect filament clumping on the nozzle.
- Supports SD card remote browsing for time-lapses and models.
For more detailed information about each of these new features, continue reading below:
¶ New Features
¶ "Air Printing" Detection (in conjunction with AMS lite)
"Air Printing" occurs when filament flow either stops or slows down mid-print, causing the toolhead to move without extruding filament properly. If not detected promptly, this issue can result in a significant waste of print time and filament.
The "Air Printing" detection system will closely monitor the odometer reading of AMS lite. If its count does not match the expected feeding length in the Gcode command, which indicates potential slipping in the extruder gear, signaling issues like clogging or filament grinding. In such cases, the "Air Printing" detection system will pause the print and display a warning message.
Note: This feature is optimized for hotends of 0.4 mm and larger sizes. The 0.2 mm hotend is currently not optimized, but we are actively working on enhancing its compatibility.
¶ Build Plate Detection(Bambu Studio version≥1.8.4.51)
Forgetting to place the build plate is a common oversight among beginners. Printing directly on the heatbed can potentially damage your printer. The Build Plate Detection feature addresses this issue by implementing a verification procedure before each print, ensuring that a build plate is correctly installed on the heatbed.
This feature works on the official build plate (or build plate with exact same shape as the official build plate) only.
¶ Nozzle Clumping Detection
By probing the nozzle to the edge of the build plate, A1 can automatically detect filament clumping around the nozzle. The detection feature is ON by default runs checking every 8 grams of filament usage, and can be turned OFF in the Print Options menu.
¶ SD card remote browsing
To improve the user experience with the printer, we introduced file management in Bambu Studio for files on MicroSD cards. You can now delete and print items, and manage timelapses from the available files on the MicroSD card right from Bambu Studio.
¶ Feature Optimizations
- Added filament color settings based on AMS's existing colors.
- Optimized the UI of the Settings menu.
- Improved flow calibration for the 0.2 mm hotend.
- Refine the log system and remove all debug logs that are not necessary for end-users. Thanks to X1plus team's feedback.
- Added SD card remote browsing support for time-lapse videos and models. (in conjunction with Bambu Studio V1.8.1)
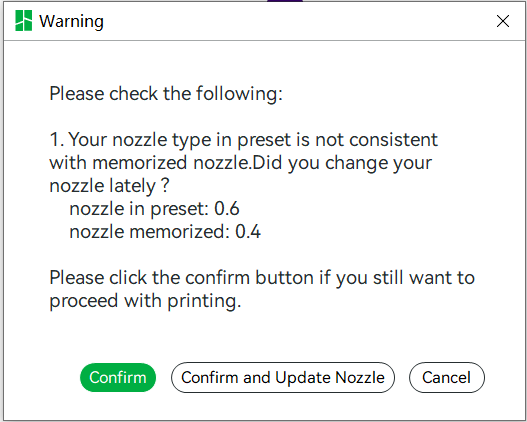
- Automatic nozzle size and type verification in conjunction with Bambu Studio(Version 1.8.3.89 and up) . The nozzle type can be set on the maintenance page in the settings menu.
¶ Bug Fixes
- Finalized the printer model check for inbound 3MF files.
- Resolved the false alarm related to hotend temperature.
- Addressed the intermittent missing start button issue in the calibration UI.
- Fixed intermittent errors associated with the object-skipping feature.
- Resolved intermittent download issues caused by lengthy file names.
- Refined the UI wording for improved clarity.
- Fixed a UI glitch observed when initiating a calibration from Studio/Handy.
¶ Remaining Bugs
- Intermittent color mismatches when using AMS colors to edit non-Bambu filaments.
- Toolhead erroneously returns to the printing area after canceling the print due to filament runout or filament change error.
- Intermittent power loss recovery failure.
¶ Version 01.01.03.00(2023.12.22)
With the release of version 01.01.03.00, our team fixed some bugs for the A1 mini.
¶ Bugs fixed
- Fixed the issue of incorrectly displaying the 140% speed value in Sport mode.
- Fixed the issue related to abnormal reading of RFID information for some filament.
- Fixed the issue of incorrect page number display within the settings menu interface.
¶ Verison 01.01.02.00(2023.11.02)
¶ Overview
[New Features]
- Added support for printer model verification of 3mf files when printing from SD cards.
- Added Y-axis guide rails maintenance reminder.
[Improvements]
- Optimized tool head flushing filament position
- Updated the filament list
[Bugs fixed]
- Fixed some incorrect copywriting
- Fixed the problem where when printing is paused due to AMS abnormality, it cannot be resumed after replacing the hot end.
- Fixed the problem where printing was initiated in Bambu Handy's print history and selected to skip some parts, but the skipping does not take effect.
- Fixed the issue where the printing process stopped abnormally but prompted printing is complete.
¶ Added support for printer model verification of 3mf files when printing from SD cards.
Bambu Studio version needs to be 1.8.0 or higher.
Due to structural differences between the A1 mini and other Bambu Lab 3D printers, slicing files configured for the X1 or P1 will cause errors when printed on A1 mini. In this version, we have added printer model checking for 3mf files.
Printer Configuration Selection
Rule:
- If A1 mini is selected when slicing, there will be no prompt when initiating printing.
- If X1, X1C, X1E, P1S, or P1P are selected when slicing, a compatibility prompt will appear when initiating printing, and printing will not be allowed.
- Gcode files will not be verified.
¶ Verison 01.01.00.00 (2023.10.19)
¶ Overview
[New Features]
- Added support for model objects being skipped from Bambu Handy; SD card and LAN printing are not yet supported.
- Added heating protection when the hot end is not installed.
- Added support for preheating the heat bed when downloading sliced files.
- Added a maintenance mode that allows users to heat the hot end heating assembly without having the hot end installed.
- Added a pop-up prompt when controlling the extruder with the nozzle temperature below 170°C.
- Added support for modifying color presets over for colors when printing via SD card.
- Added display of 3mf error prompts for SD card printing.
[Improvements]
- Optimized extruder motor noise.
- Optimized filament tangle monitoring trigger threshold; added display of the wiki QR code when filament tangle monitoring is turned on.
- Optimized automatic color mapping function in SD card printing.
- Optimized time-lapse in traditional mode.
- Changed report status to "Canceled" when canceling prints.
- Updated the list of supported filaments for the printer.
- When the hot end temperature is abnormal, the current temperature of the hot end will be displayed normally to prevent burns from the actual high temperature nozzle unless the hot end temperature sensor circuit is shorted or disconnected.
[Bugs fixed]
- Fixed the problem of incorrect 3mf color preset display when initiating a print from the screen
- Corrected some translation errors in the text
- Fixed the problem of some files with special characters not being displayed in the file interface
[Remaining issues]
- When printing with an SD card and the temperature of the heat bed for slicing is higher than the softening temperature of the filament, an error prompt will appear to open the front door, which should be "keep in a ventilated environment"
- When initiating a print, if the FTP channel is used to transfer the print file, the preheating function will not work.
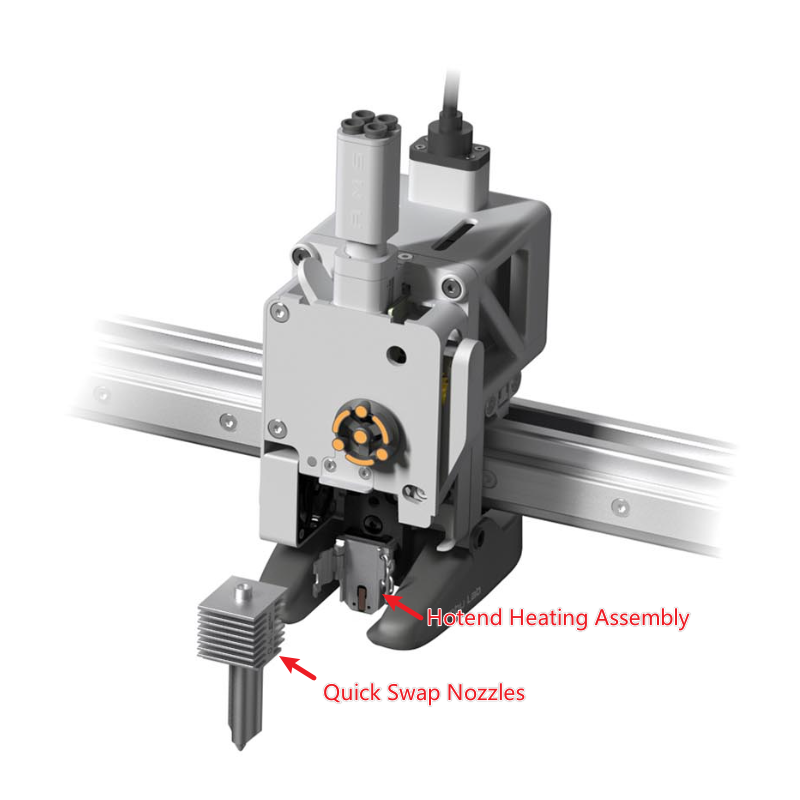
¶ Added heating protection when the nozzle is not installed and maintenance mode.
The hotend of the A1 mini includes the hotend heating assembly and the quick swap nozzles. When a quick swap nozzle is not installed, the hotend heating assembly could still work independently and maintain high temperatures, which could potentially cause burns.
The hot end protective function is triggered and automatically turns off the hotend heating assembly when it detects that the hotend heating assembly is in a heating state and the hotend is not installed. At the same time, an error pops up on the "Assistant" page of the printer screen. This protection can be cleared in the following 3 ways after the hotend is reinstalled:
- Reboot the printer
- Start a new print task
- Click the "Resume" button during printing
- On the "Settings->Maintenance" page, turn on and then turn off maintenance mode.
The hotend of the A1 mini needs to be regularly cleaned to remove substances stuck on the surface of the hotend heating assembly for optimal performance. Some of the substances need to be cleaned after appropriately increasing the temperature of the hotend heating assembly. Users can temporarily turn off the uncovered protective function of the hot end after disassembling it, by turning on the hot end maintenance mode in the "Settings -> Maintenance" page. The hotend heating assembly can be heated independently after turning off. Please refer to the hot end cleaning instructions. A1 mini Maintenance Guidelines: A1 mini Maintenance Guidelines
¶ Traditional Time-lapse
Because the hot bed will continuously move back and forth during the printing process, when the printer is shooting time-lapse photography, it will suffer from image timing issues, and the time-lapse will appear distorted.
In version 1.7.7.89, Bambu Studio calculates the center of the model in the Y direction for the first layer. Then, the inner and outer walls of models are printed before the printer moves to align the camera to the center of the model while the toolhead moves to the purge wiper. After the photo is taken, each layer continues to print.
Notes:
- During this process, a small amount of filament leakage may occur when the tool head moves. The majority of this leakage will be removed by the extrusion assembly, while a small portion will be used as infill inside the model, minimizing the impact on model quality due to print pauses.
- Since this process requires writing into the sliced file during slicing, the estimated model printing time may increase.
- Time-lapse is not supported when printing by object or in vase mode.
- Enabling time-lapse photography in traditional mode and using the part-skipping feature may affect the printing outcome.
¶ Verison 01.00.00.00
¶ Overview
[New Features]
- Added non-LAN binding.
- Added dynamic flow calibration.
- Added motor noise cancellation calibration.
- Added filament tangle monitoring.
- Added nozzle filament wrapped detection.
¶ Added support for filament tangle monitoring
Filament entanglement, usually refers to the entanglement of the filament on the spool, resulting in the extruder unable to pull the the filament during the printing process and thus stop the extrusion. And usually in this case, the filament detection sensor of the tool head is still be triggered, it cannot trigger the filament-run-out reminder, which will cause the phenomenon of "air printing" during the printing. The Bambu A1 mini is equipped with a filament tangle monitoring module to deal with this situation. When the filament is tangled, due to excessive feeding resistance, the corresponding sensor will be triggered, and the printer will automatically pause printing and pop up a reminder of filament entanglement. Customers can re-arrange the filament on the spool and continue printing. Avoid "air printing".
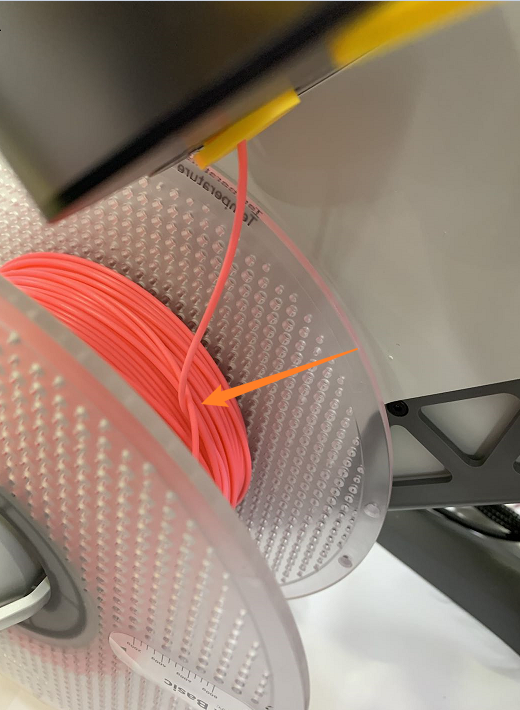
The filament on the spool is tangled

The tangle monitoring module
Notes:
- Function Switch
- This function is applicable when Bambu A1 mini prints with spool holder or AMS lite. You can enable the tangle monitoring function in the settings - printing options on the display screen.

- Function Usage Restrictions
- The filament tangle detection function is supported by both external filament tray printing and AMS lite printing.
- The filament tangle detection function is not applicable to all types of consumables. Also, incorrect installation of the filament tube or tray will affect this function. For more information and usage precautions about filament tangle detection function, please refer to https://wiki.bambulab.com/zh/ams-lite/manual/filament-tangle-monitoring-intro
¶ Added support for nozzle filament wrapped detection.
Nozzle filament wrapped, usually because the filament does not stick to the build plate, wraps the nozzle, causing printing failure or even damaging the extruder. Because of the possibility of damaging the device, Bambu A1 mini is equipped with a nozzle filament wrapped detection module to deal with this situation.
The extrusion force sensor is used to detect whether the nozzle is wrapped by filament, if the nozzle is wrapped by filament, or if the build plate is placed incorrectly, the force on the nozzle will change. When the nozzle filament-covered-detection is turned on, the nozzle will move outside the heat bed after the printer finishes printing the outer wall of the third layer, and then continue to move down. If the nozzle is wrapped by the filament, forming a thick material mass, the process of the above movement will cause the material mass to hit the heat bed and cause the force change. The change in force will be detected by the extrusion.
When the nozzle filament wrapped is detected, the printer will automatically pause printing and pop up a nozzle filament wrapped reminder. The user can judge whether it is a false alarm or a problem. If there is a problem, please perform processing corresponding to the nozzle filament wrapped detection, clean the wrapping nozzle or relocate the build plate.