¶ 堵头
堵头是打印过程中常见的一个问题,分为挤出机堵塞和喷嘴堵塞两种,可以参考这篇 wiki 进行排查和清理:打印机堵塞排查 | Bambu Lab Wiki,并最好提前确认是否给打印耗材设置了正确的喷嘴和热床温度:耗材指南 ——耗材与机型、喷嘴、AMS、打印板、胶水的兼容性、适配性及参数设置 | Bambu Lab Wiki。
¶ 挤出机堵塞
挤出机堵塞通常是由于耗材丝变形卡在内部,导致无法顺利地挤出和退料。常见的原因和相应的解决方法如下:
1. 打印机的腔温过高,PLA、PETG 等材料变软后被齿轮压扁而卡在挤出机的齿轮中。
- 适当降低热床温度。
- 打印的过程中开启打印机的前门或者上盖进行散热。
- 尽量使用热形变温度较高的耗材(推荐使用bambu 官方耗材)。
2. 挤出齿轮有异常,导致挤出不顺畅
- 把喷嘴温度升到 220 ℃,插入 PLA 耗材并按挤出键来挤出耗材,观察喷嘴挤出耗材是否正常。如果挤出的线能垂直下落,且长度较大、外观平滑,就说明喷嘴内部通道较顺畅且挤出轮无异常。如果挤出的线长度较小、外观粗糙,就说明喷嘴内部通道已变窄或挤出轮有异常;接下来,需要先把喷嘴螺钉卸下,把喷嘴温度设置为 220 ℃,然后手动把一段 PLA 耗材推入喷嘴中,若观察到喷嘴出料顺畅,则说明喷嘴内部通道到无异常,需要拆开挤出机来检查齿轮是否已磨损或有异物阻塞,并更换或清洁。可查阅此篇 wiki:挤出机堵塞。
3. 耗材太软
- 部分过软的耗材太软,如 TPU 85A、受潮的 PVA 等,有可能会被挤出机齿轮压扁而导致堵塞,请避免使用此类耗材进行打印。
4. 耗材的直径过大或过小。
- 有时耗材会因为弯曲、挤压而导致局部变粗,或因为被挤出轮磨损而导致局部变细,从而导致无法正常挤出,需要取出耗材并去除掉直径异常的部分再进行打印。
¶ 喷嘴堵塞
喷嘴堵塞通常是由于温度不足或者喷嘴内部有杂质导致熔融耗材无法顺利挤出,可以尝试以下方法解决:
1. 喷嘴熔融速度过慢导致堵塞
- 喷嘴温度过低会导致无法顺利挤出耗材,需要检查是否设置了正确的打印温度。如果始终无法顺利挤出耗材,有可能是喷嘴的加热片发生了老化、损坏,需要更换。
- 当打印速度过高的时候(例如开启“狂暴模式”),会使耗材在喷嘴内停留的时间过短而未充分熔融,从而造成喷嘴堵塞。请疏通喷嘴后降低打印速度(或适当提高打印温度),再重新打印。
2. 喷嘴内部空腔过小导致耗材熔体无法顺利挤出
- 打印含纤维等颗粒的耗材(如 PAHT-CF、PA-GF 等)后,喷嘴内部可能会因为颗粒残留、积累而造成部分堵塞,需要经常疏通、清理喷嘴。疏通、清理方法为:卸下热端螺钉,升温到 250 ~ 280 ℃ 之间后用内六角扳手等金属件刮擦喷嘴内部,用普通耗材冲刷,并用通针疏通,直到可顺畅出料为止(用在 220 ℃ 下手推 PLA 耗材进料的方法来判断)喷嘴堵塞。如果喷嘴已无法疏通,则需要更换新喷嘴。(更换热端及其相关组件 | Bambu Lab Wiki) 另外,打印这类耗材时,推荐使用 0.6 mm 或 0.8 mm 口径的喷嘴来降低喷嘴堵塞的风险;严禁使用 0.2 mm 喷嘴,否则喷嘴堵塞风险极高。要把这类耗材打印得更好,可以参考 wiki:工程材料打印小贴示(如PAHT-CF) | Bambu Lab Wiki。
- 喷嘴使用较久后,内部会有较多残渣,这也可能会导致挤出不顺畅,需要清理喷嘴内部至挤出顺畅后再使用(操作方法与前述相同)。如果无法清洁至挤出顺畅,建议更换新喷嘴。
- 打印完 PAHT-CF、PET-CF、PPA-CF、PPA-GF、PPS、PPS-CF 等熔融温度较高的高温耗材后,要打印 PLA、TPU、PETG 等打印温度较低、硬度较低的低温耗材时,建议先把喷嘴温度设为 250 ~ 300 ℃ ,其次把高温耗材手动退出,接着把要打印的低温料放入,再手动挤出,确保高温料的残余料和新低温料都已流出喷嘴后,然后把喷嘴温度设置为 220 ~ 240 ℃,降温期间继续挤出,直到温度稳定,确保新低温料已经能顺利流出喷嘴,最后准备下一次打印。如果用新料冲刷旧料时,发现无法挤出,则需要采取调高喷嘴温度和使用通针疏通喷嘴等方法。
¶ 首层不粘
请参考此 wiki:首层不粘
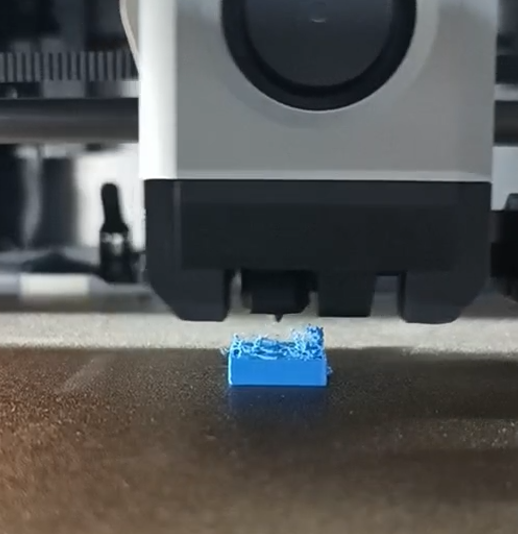
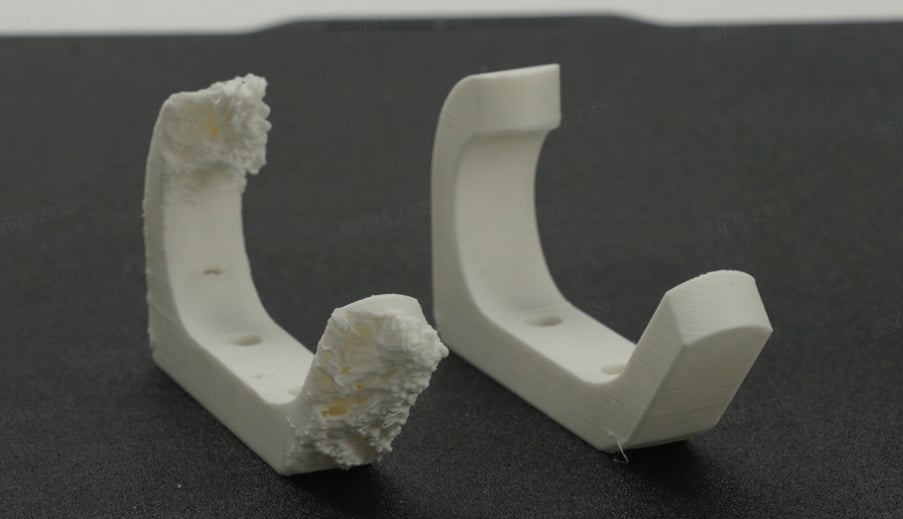
¶ 悬垂质量差
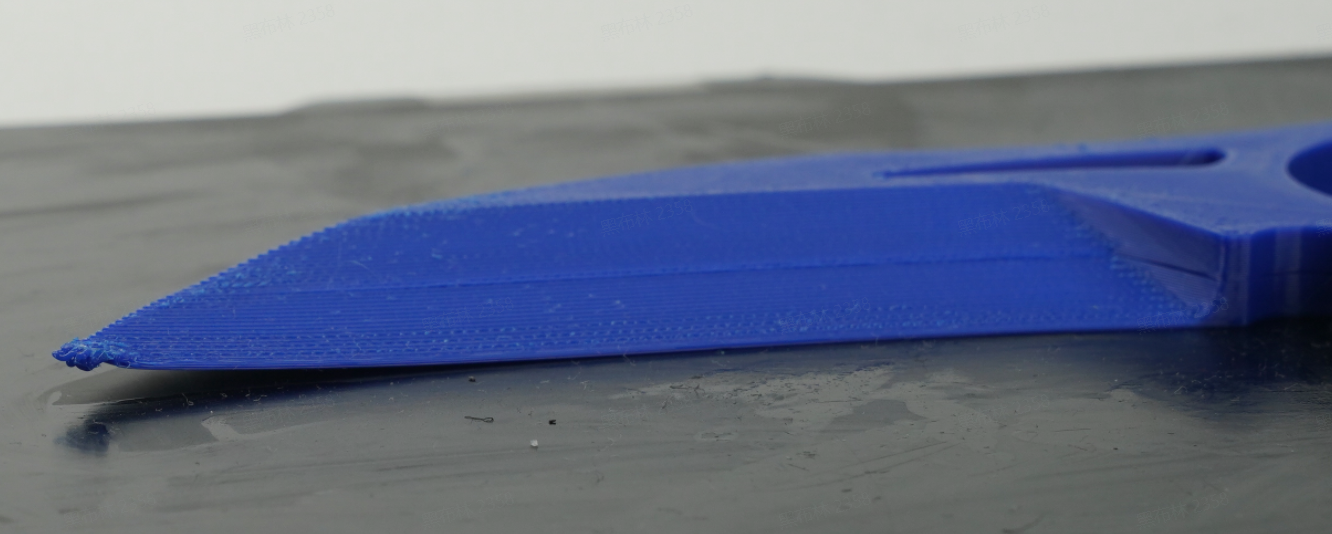
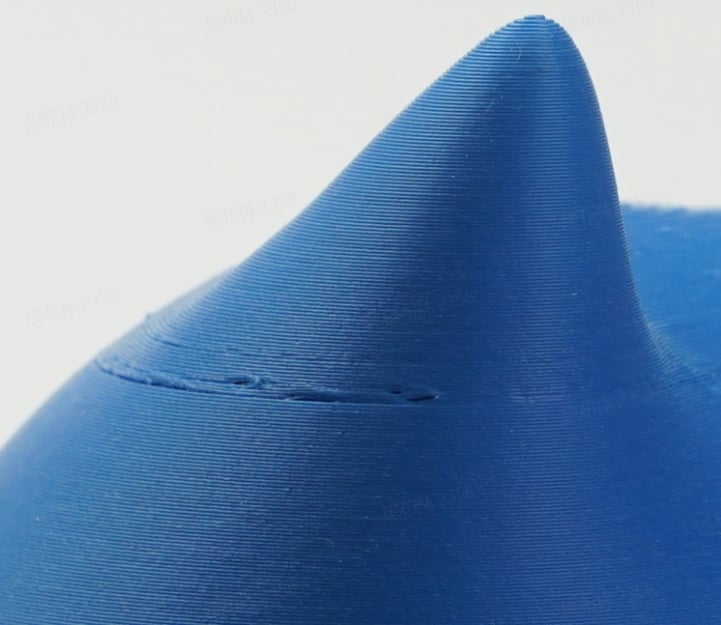
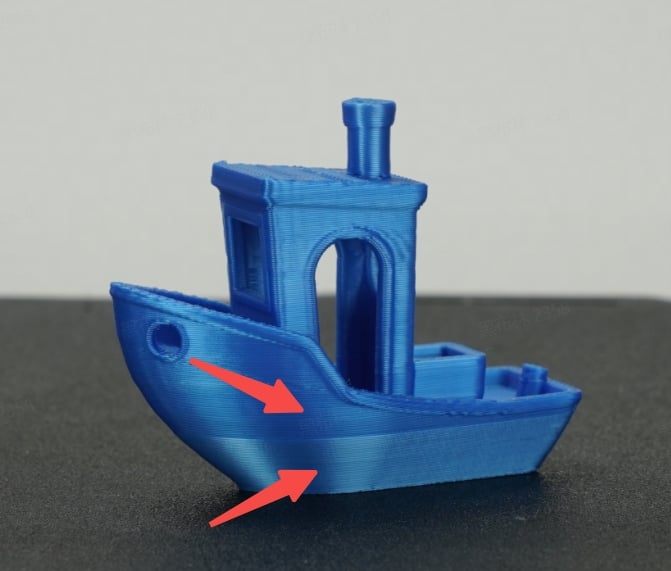
直接原因:打印悬垂表面时,挤出的耗材没有及时冷却、粘接在目标位置上而导致下坠,通常表现如下图:
出现该问题时,建议尝试以下方法来改善:
1. 增加支撑。
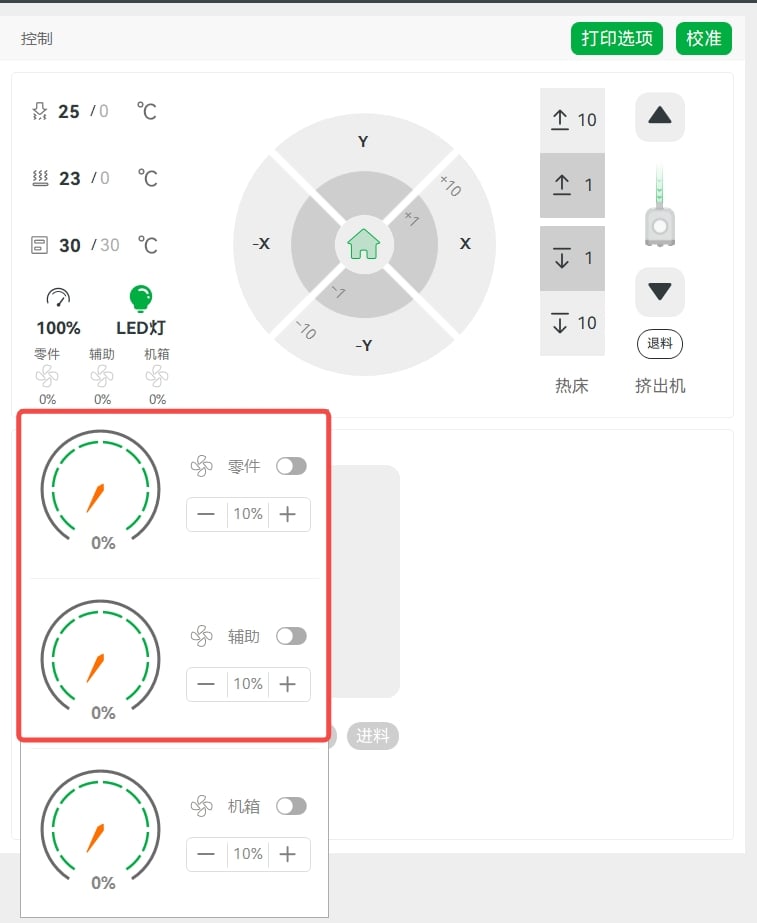
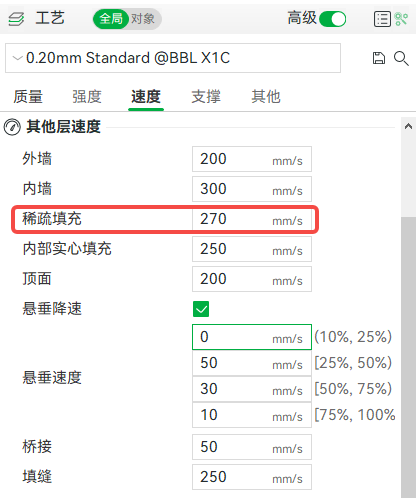
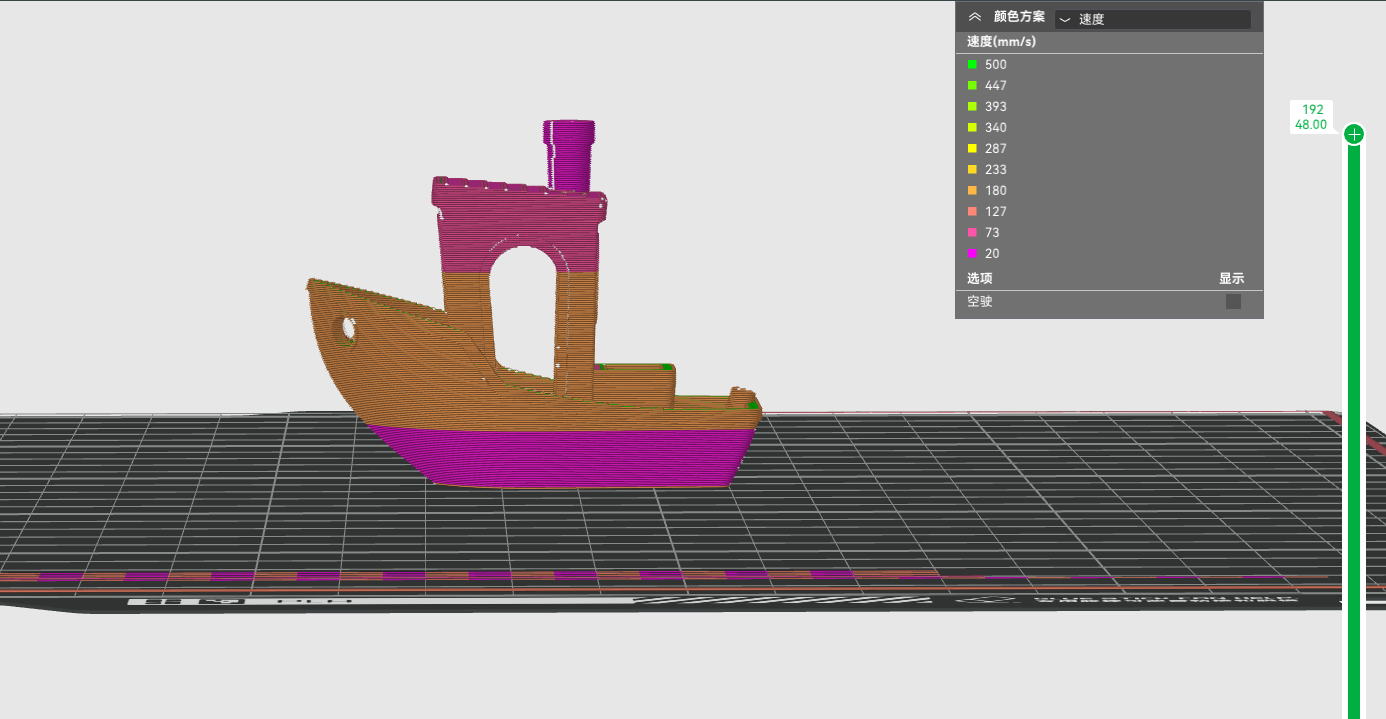
2. 适当降低模型的整体打印速度,或启用悬垂降速来降低悬垂部分的打印速度,且有必要时可以将悬垂速度进一步降低(操作整页面如下图所示)。

3. 适当降低喷嘴温度。悬垂部分打印速度较慢时,可以降低喷嘴温度打印,这也有助于降低对冷却的要求。
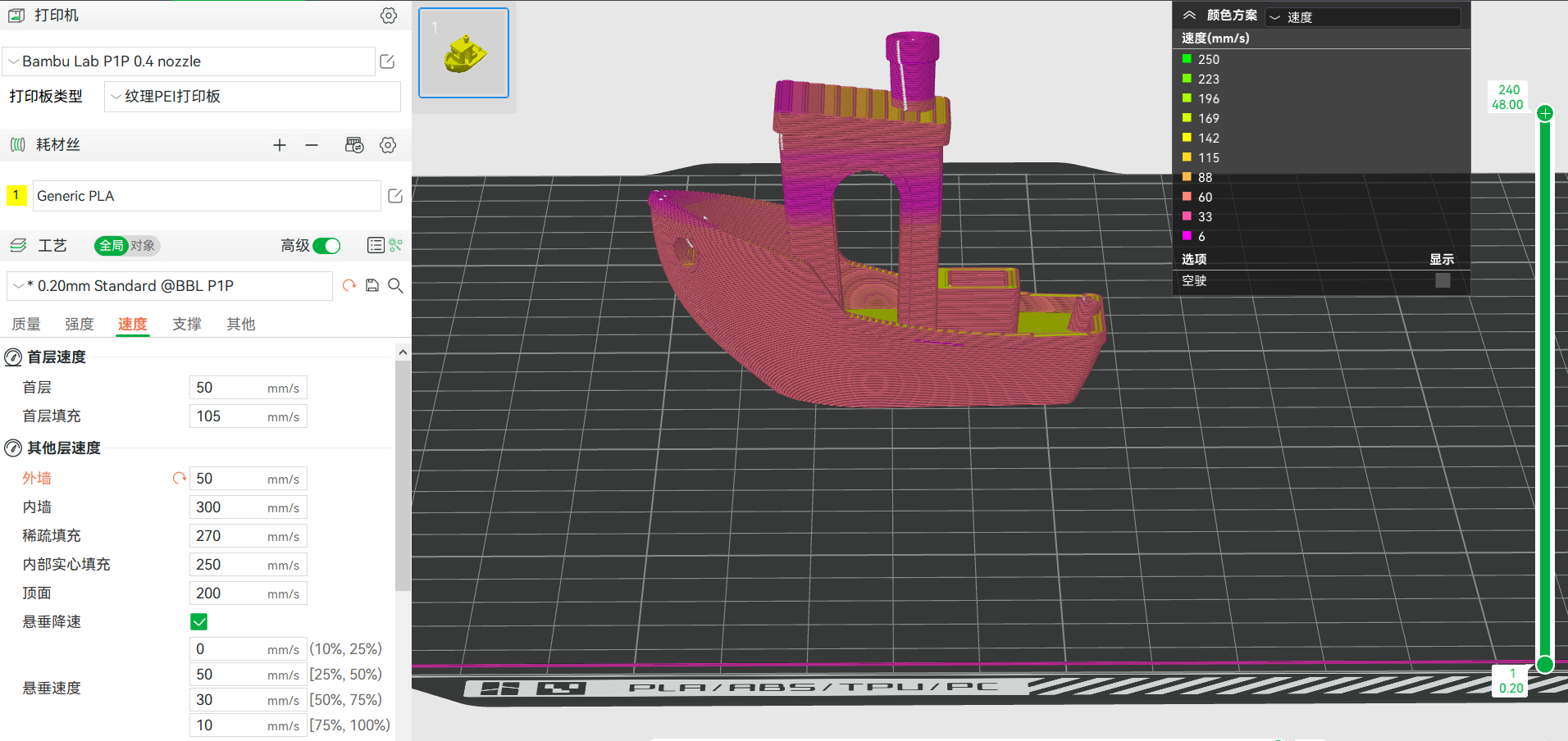
4. 适度调大辅助风扇、部件冷却风扇的转速百分比。如果悬垂质量一直很差,要检查部件冷却风扇和辅助冷却风扇在打印过程是否可正常工作。这可以通过在软件里开关和调节风扇转速百分比来测试(操作页面如下图所示)。
5. 打开打印机的前门和玻璃盖以获得更好的散热效果(一般只针对 PLA、PETG、TPU 类材料,其他耗材如此操作易因腔温过低而导致翘曲、层间结合变弱)。
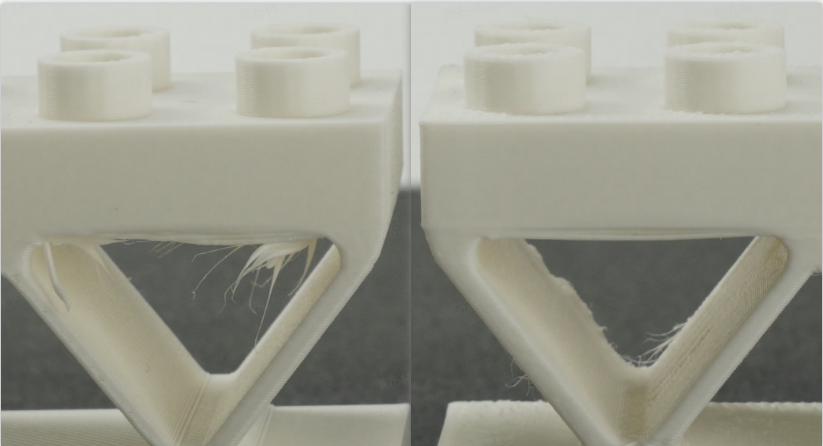
¶ 桥接质量差
桥接质量差的原因是搭桥的时候挤出的线条未能平稳架接,常见的成因和相应的解决方法如下:
1. 桥接间距过大——开启支撑。
2. 桥接速度偏大、流量偏小,导致桥接线被拉断——适当调小桥接速度或(和)开启厚桥。
3. 桥接速度偏小、流量偏大,导致桥接线下坠——适当调大桥接速度和(或)调小桥接流量。
4. 桥接线冷却不足——适当降低喷嘴温度,并调高辅助风扇、部件冷却风扇的转速百分比,以加快其冷却。
¶ 模型翘边、脱落或倒塌
模型翘边、脱落或倒塌一般是由模型局部收缩、与打印板的粘接力不足导致的,且翘边后模型表面会有一条凸出横纹,因为模型翘边区域与喷嘴的距离变小,导致正在打印的这一层的挤出线被压扁而溢出。其表现如下图:
该问题的可能成因和相应的解决方法如下:
1. 模型过于瘦高、重心较高,打印过程因晃动而脱落、倒塌。
- 建议增加支撑;
- 降低打印速度和加速度;
- 切片前更改摆放方式,尽量让模型平躺,或将模型切割后打印。
2. 喷嘴撞模型。
- 如果喷嘴温度不足,在高速打印过程中,耗材熔融不充分,挤出的熔体的粘度较高,流动性较差,易造成喷嘴刮蹭模型。此种情况下,建议适当提高喷嘴温度。另外,如喷嘴或者模型局部粘了料块,也可能导致打印过程中喷嘴撞模型。此种情况下,建议适当将喷嘴清洁干净后重新选用降低的温度和速度来打印。
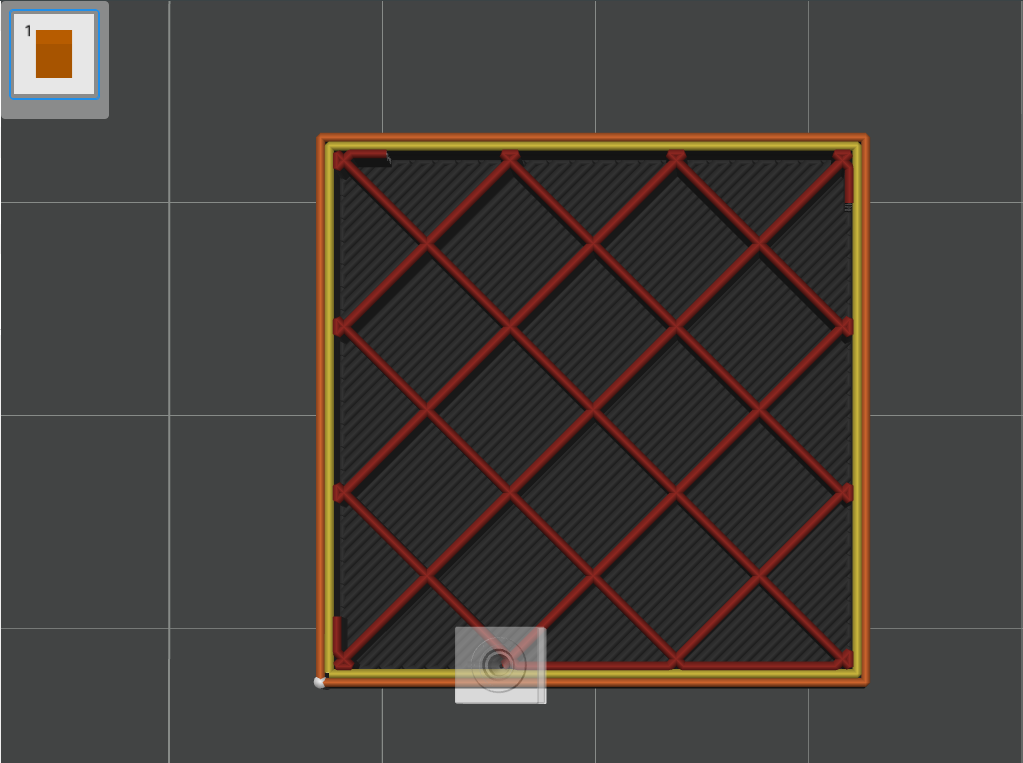
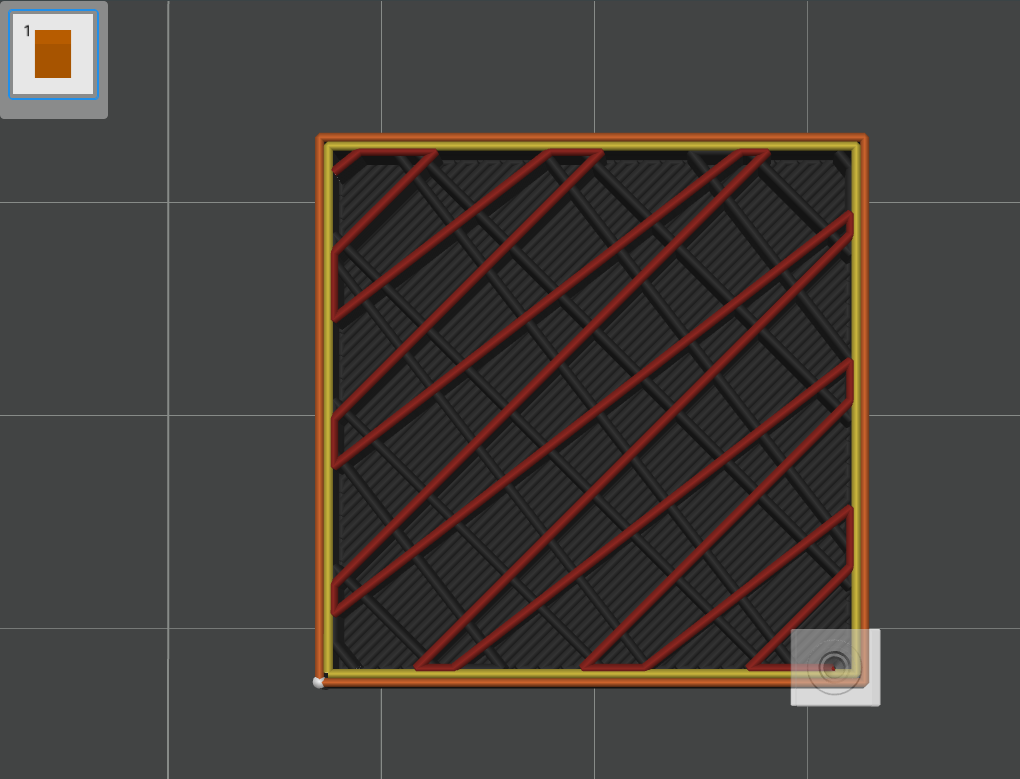
- 有些填充图案的走线方式在单层之内存在交叉(如网格、三角形等),所以喷嘴在打印填充时会在交叉点发生刮蹭,这通常对打印不会有太大的影响,但如果确实发生了这种情况且影响了某些模型的粘接,可以尝试降低填充速度,或把填充图案改为单层之内没有交叉点的线、直线排列、螺旋体、同心等)。
3. 模型局部翘边,通常是由于模型与热床的粘接力不足、模型冷却过快或模型局部收缩过大导致的。模型的尺寸越大越易收缩,填充率越高越易收缩;ABS、ASA、PC、POM、PP、PA、PA-CF 等材料更容易收缩。
- 床温温度偏低,导致模型与热床的粘接力不足——适当提高热床温度。
- 腔温偏低、风扇转速过高,导致模型冷却过快——适当提高热床温度,并关闭打印机的前门、盖上顶盖,适当调小风扇转速。
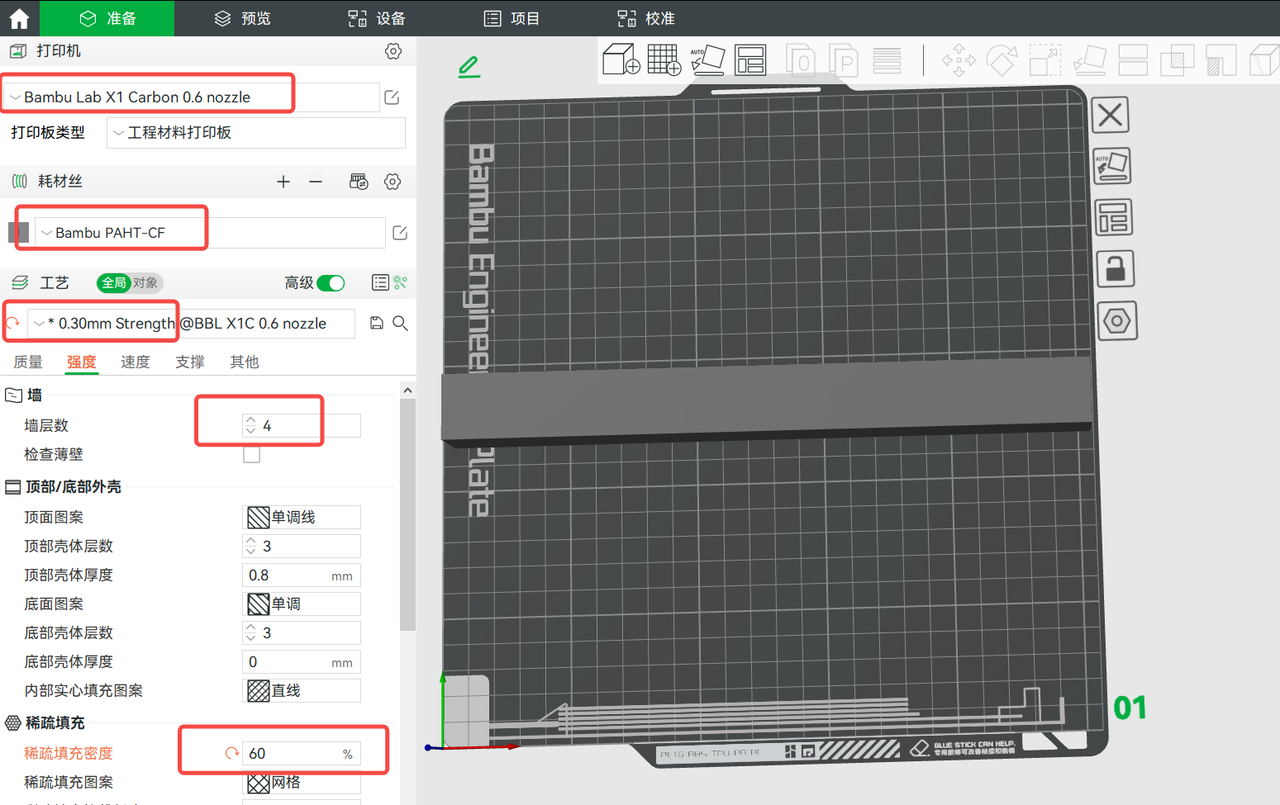
- 模型尺寸较大且填充率过高——如果模型尺寸较大且填充率设置得较高,如 60%(默认值是 15%),发生了翘边,可适当调低。另外,填充图案带有较多直线的更容易收缩,可以把填充图案改成螺旋体来降低收缩风险。对于部分对强度要求较高的结构件,可以设置 5 层墙和 25% 左右的填充率,尽量避免使用 50% 以上的填充率,以降低收缩趋势;对于大多数对强度要求较低的非结构件,则可以直接选择默认的 2 层墙和 15% 的填充率。
4. 模型与打印板的粘接力不足。
- 打印使用的构建板和切片软件中选择的 “打印板类型” 不一致——同一种材料通常可以在不同的热床打印板使用不同的热床温度进行打印,如果选错热床类型,则有可能因为打印的热床温度不足而导致粘接力不足。另外,由于 PEI 纹理板表面有颗粒物,所以在热床调平后,打印机会下压喷嘴 0.04 mm 以确保首层粘接。如果您使用 PEI 板打印,却在切片时选择其他的 “打印板类型”,则会导致喷嘴高度过高,影响首层粘接。
- 首层调平不当——先清洁打印板和喷嘴,再重新打印。
- 打印板脏污或破损——清洗构打印板(用清水和洗涤剂即可),或更换新贴膜或打印板。
- Brim 不足——启用 Brim 、调大其宽度。
- 未正确涂胶——在打印板表面均匀涂胶。
- 热床温度偏低——适当调高热床温度。
5. 其他减轻翘曲的方法(仅适合部分模型)
尺寸越大、填充密度越高的模型越容易翘曲,ABS、ASA、PC、PA、PA-CF 等高温耗材较易翘曲,且腔温越低越容易翘曲。要减少或避免翘曲,可以从以下几个点着手来减轻翘曲:
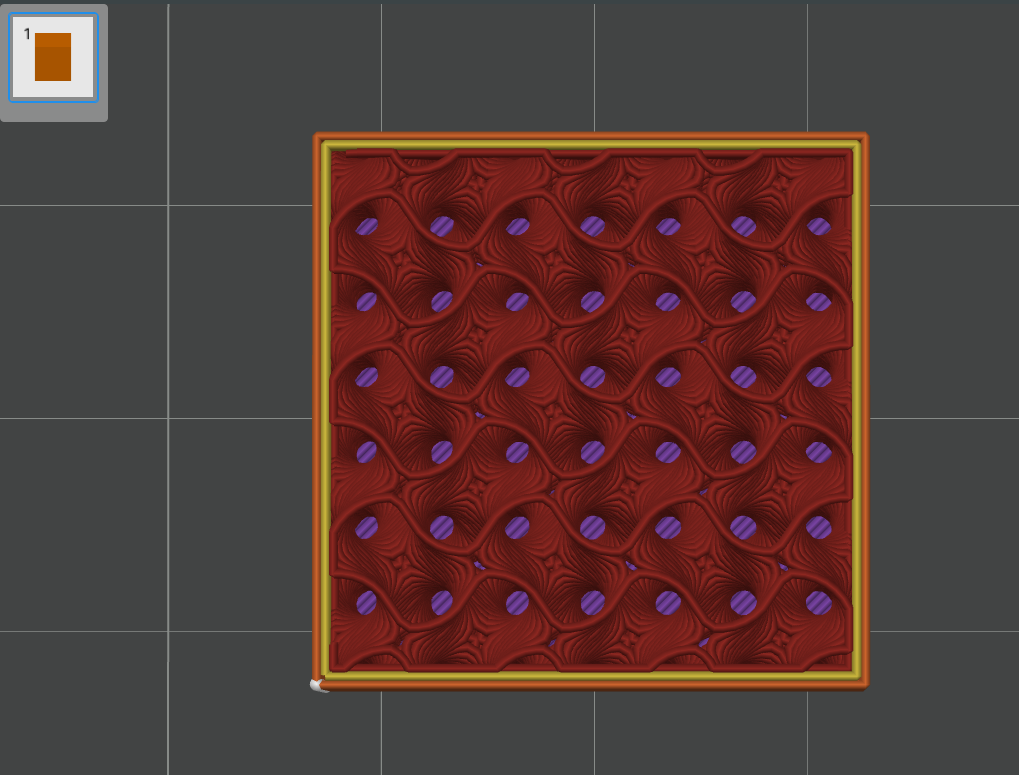
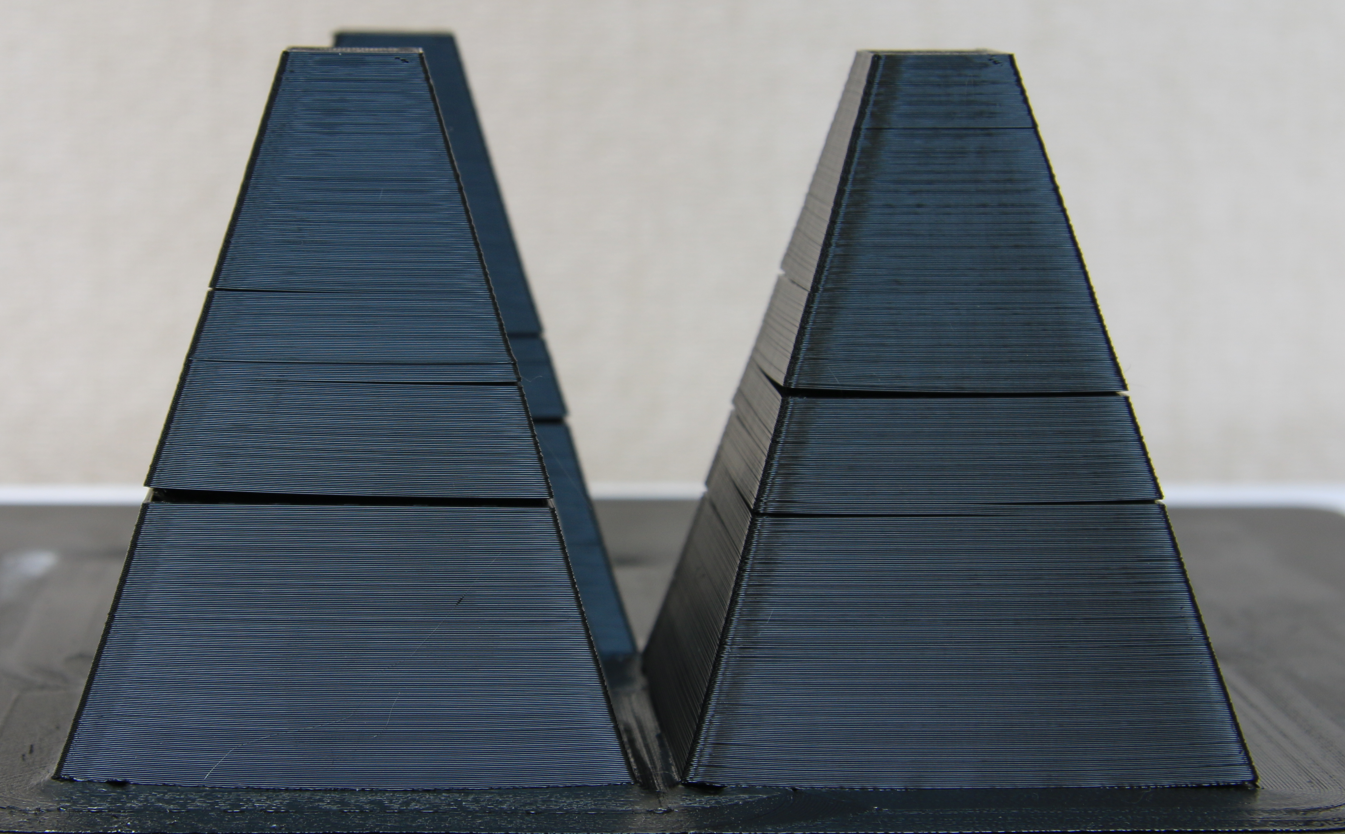
- A. 模型本身:避免打印与热床接触面积较大的大型模型。如果必须打印大型模型,可以考虑将其切成较小的部分,或者将模型在某个角度旋转,使较大的部分在Z方向上倾斜,模型与打印床之间呈约 45 ° 角。注意,模型的层间强度通常明显低于垂直于层间的强度,即 Z 向的强度低于通常明显低于 X、Y 方向的强度,故如果打印的是对承载力要求较高的模型,摆盘时应避免模型的层间区域成为主要受力点。假如要用 PA-CF 打印一个要承受较大载荷的大尺寸结构件时,可以参考下图对模型进行摆盘(所用简单模型仅因便于示意而使用,实际打印场景中它和打印板的接触面积很小,需优化,如切割出一个小平面,以增大首层面积)。
按图 1 方式摆盘,模型与热床的接触面积过大,即在 X、Y 方向的占比很大,优点是强度最高,但缺点是易翘曲——不推荐。
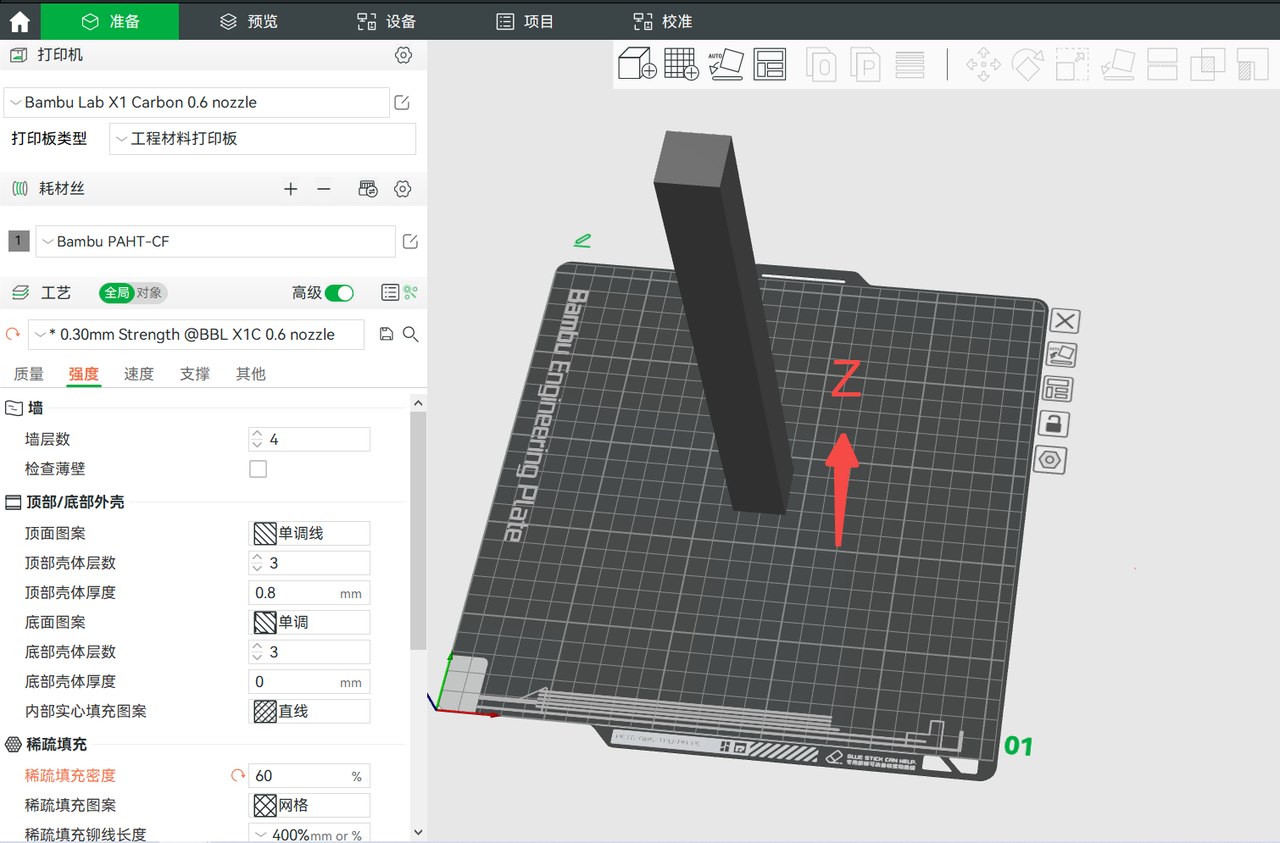
按图 2 方式摆盘,模型与热床的接触面积很小,即在 X、Y 方向的占比很小,优点是能避免翘曲,但缺点是层间(Z 向)的占比过大,模型的强度较低,且模型过高时,有打印过程发生晃动的风险——不推荐。
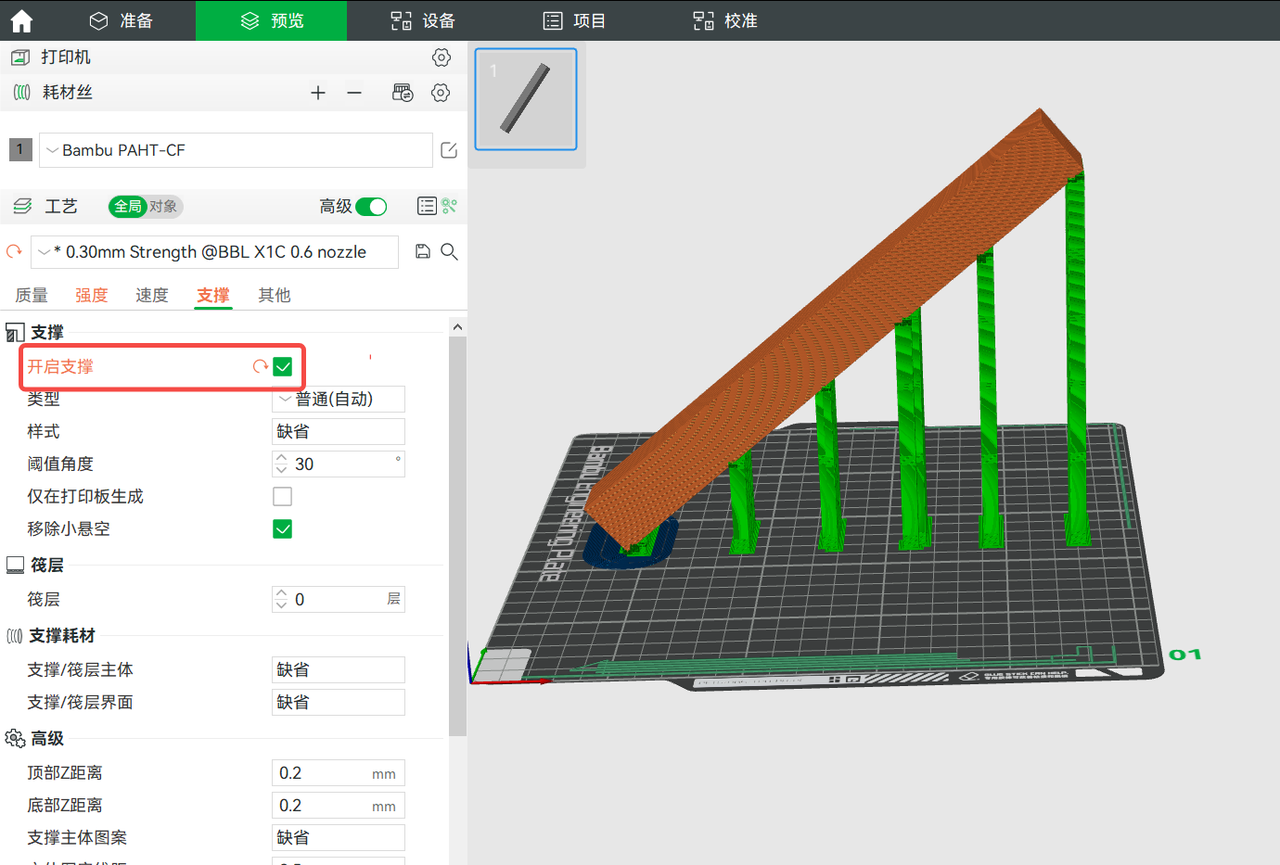
按图 3 方式摆盘,模型在 X、Y 方向的占比和在 Y 方向的占比接近,既能避免翘曲,又能避免强度过低。注意,此时模型会有较多的悬垂区域,需要适当给模型添加支撑:根据模型特点,选择自动支撑或手绘支撑。
- B. 耗材选择:ABS、ASA、PC、PA、PA-CF 等高温耗材较易翘曲,应尽量避免,可优先考虑 PLA、PLA-CF、PETG、PETG-CF、PET-CF 等不易翘曲的耗材。
- C. 调整打印参数等:使用较低的填充率以减少收缩趋势,选择相对较高的热床温度,并关闭前门和上盖以提高腔内温度(但 PLA、PETG、TPU 类耗材不可用高腔温,热床温度较高时需要打开前门、上盖散热,以免腔温过高而造成堵头)。
6. 其他说明
- 若打印件收缩力 > 打印板与热床之间的磁力 > 打印件与打印板之间的粘接力,则翘曲、分离更倾向于发生在打印件与打印板之间。此时,应增大打印件与打印板之间的粘接力。
- 若打印件收缩力 > 打印件与打印板之间的粘接力 > 打印板与热床之间的磁力 ,则翘曲、分离更倾向于发生在打印板与热床之间。此时,应增大打印板与热床之间的贴合力,如在打印开始后,用金属夹子夹紧打印板与热床四周边角——注意,一定要避免被机器撞伤或夹子影响正常打印。
- 注意,若打印件尺寸较大、填充密度较高且使用的是翘曲可能性较大的耗材,打印过程的收缩力是不可避免的,以上方法不一定能完全避免所有潜在的翘曲。
¶ 耗材粘嘴
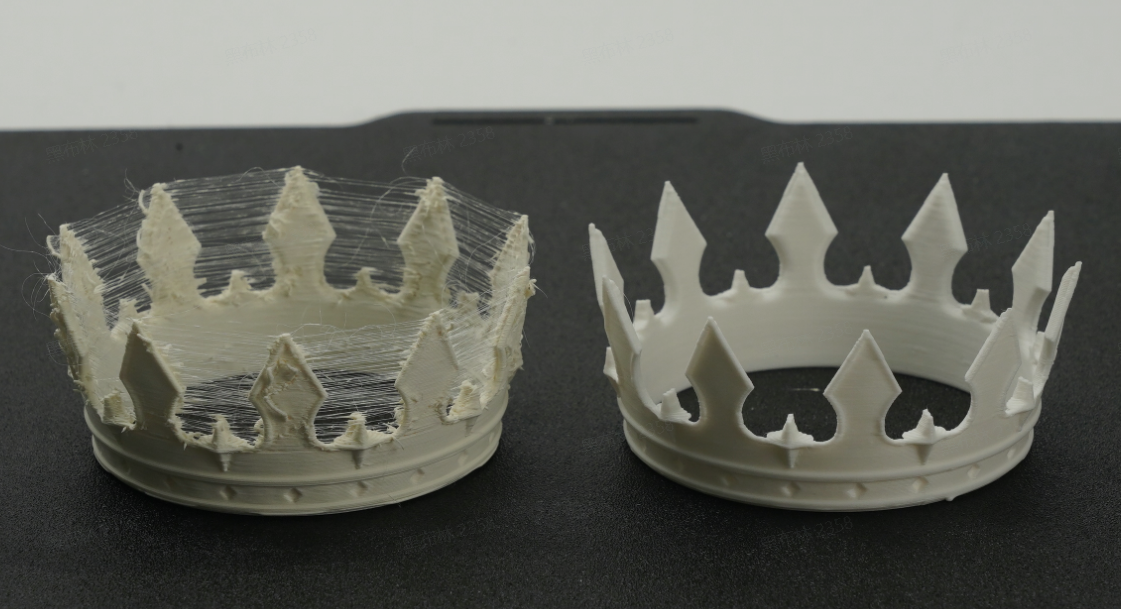
粘嘴是指打印开始一段时间后,挤出来的耗材熔体中的少部分粘附、留存在喷嘴上,从而导致打印件出现局部缺料、粗糙等缺陷的不良现象。情况较严重时,喷嘴上会有一大块料,导致打印失败。下图所示是典型的粘嘴现象。
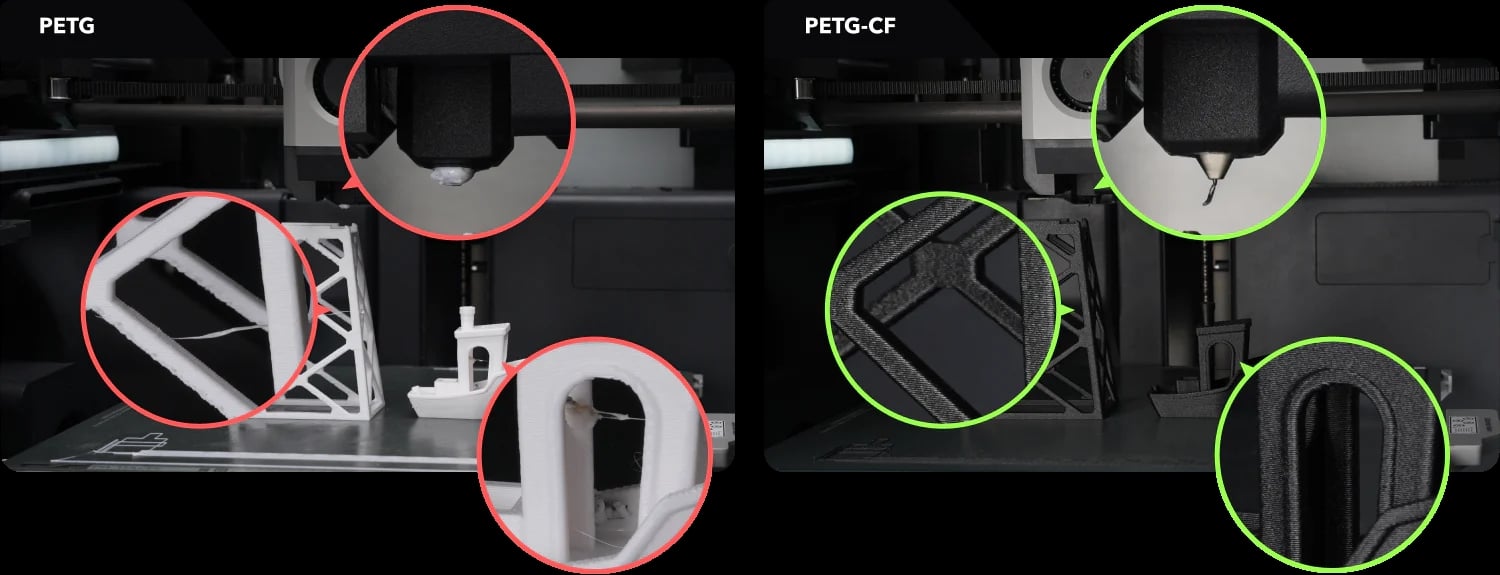
较明显的粘嘴现象一般出现在打印 PETG 类耗材时,这包括普通 PETG 和 PETG-CF。Bambu PETG Basic 和 Bambu PETG-CF 已经经过特殊的配方优化,因此,与市面上的一些品牌的 PETG、PETG-CF 相比,粘嘴概率低得多,且即使发生了粘嘴,情况也很轻微,很少会导致打印件有缺陷。然而,在某些特殊情况下,粘嘴问题还是会发生,且某些因素会显著提高粘嘴概率。以下将分点阐述这些因素和相应的解决方法。
1. 耗材明显受潮
虽然 PETG 类耗材的吸水率很低,但在潮湿的空气中暴露一定的时间后,线材还是会受潮,且环境湿度越大,线材受潮越快,从而导致粘嘴、拉丝、漏料、打印件表面粗糙等问题。原因是线材携带的水汽在经过喷嘴时,会因为受热而剧烈膨胀,从而导致喷嘴处的熔体往四周膨胀、散开,当一部分粘附到喷嘴外壁上时,就可能会引起粘嘴。相应的解决方法为把料卷放到鼓风型烤箱中,在 65 到 75 ℃ 下烘烤 8 小时左右(详见耗材准备——烘干),或者使用 X1C 的热床对线材进行干燥(具体操作请查阅 使用X1C打印机干燥耗材的步骤和盖子模型 | Bambu Lab Wiki )。
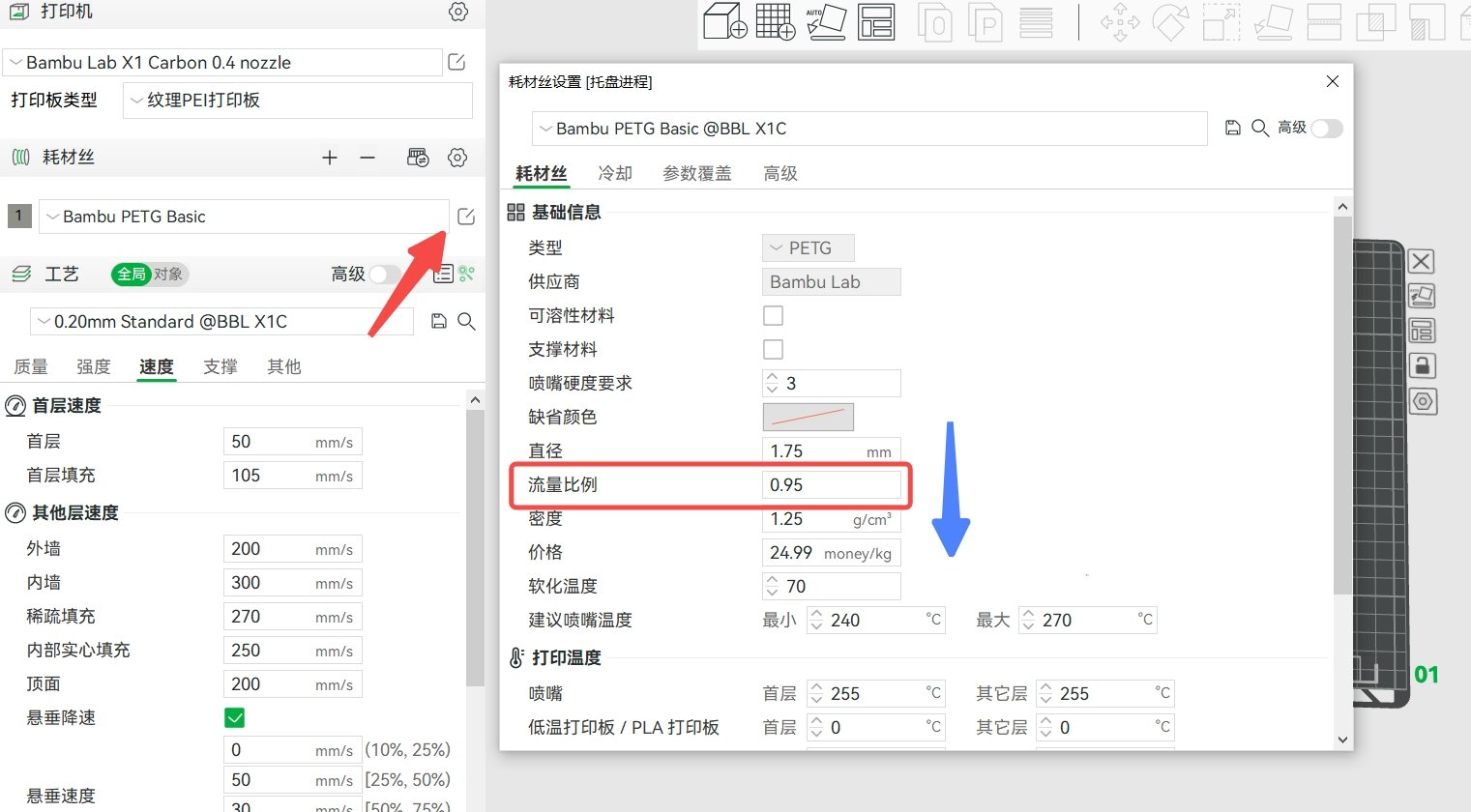
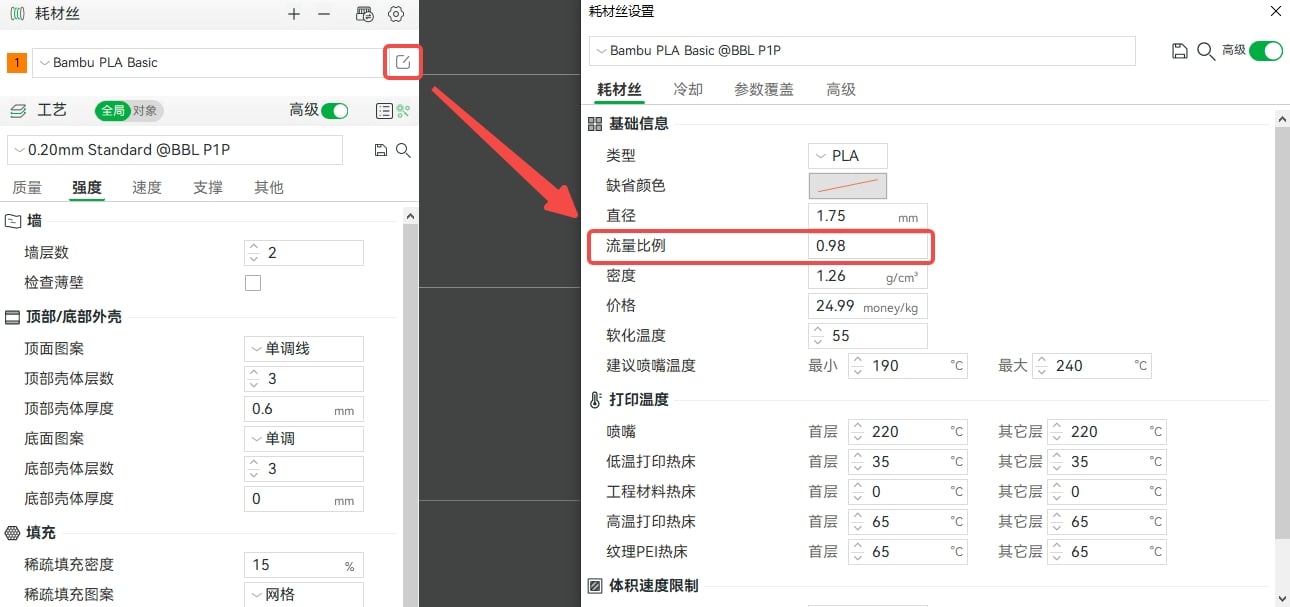
2. 流量比例偏大,或喷嘴磨损了,导致实际挤出流量偏大。
对于 PETG 类耗材,流量比例在 0.93 - 0.96 之间较合适,如果低于 0.93,缺料的风险会升高,且模型的层间结合强度会偏低;如果高于 0.96,层间强度会较高,但漏料、粘嘴风险会升高。Bambu PETG Basic 和 Bambu PETG-CF 的默认流量比例为 0.95,请尽量不要将此值调大。当您使用烤干(非常重要)的这两种线材来打印某些模型,遇到了粘嘴问题时,先排查喷嘴是否已磨损,若已磨损,则更换;若未磨损,则可尝试将流量比例稍微调小至 0.93 到 0.94 之间。
3. 打印速度过低和(或)打印温度过高
一般而言,在合理范围内,打印速度越高,单位时间内需要熔融的线材就越多,需要的喷嘴温度就越高。打印速度很高时,需要把喷嘴温度适当调高,以免耗材受热不足,熔融不充分,造成缺料。反之,打印速度很低时,线材在喷嘴里的受热时间更长,熔融更彻底,熔体的流动性更强,此时若未把喷嘴温度适当调低,就可能造成拉丝、漏料、粘嘴等问题;因此当您把打印速度、最大体积速度(对应最高打印速度)降低时,请同时把喷嘴温度适当降低。

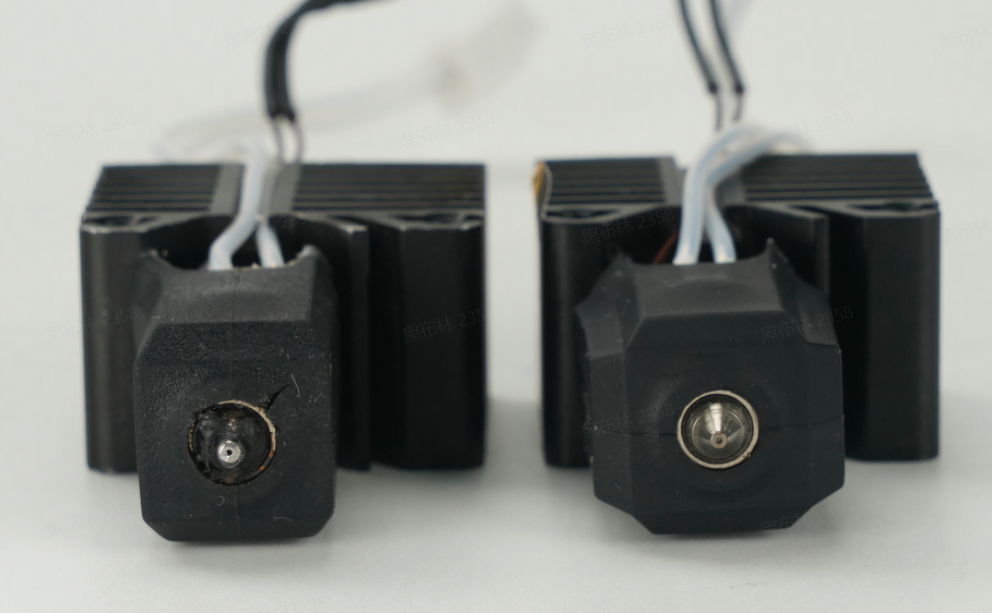
4. 擦嘴零件磨损、松动、高度偏小或损坏
在使用一段时间后,擦嘴零件可能已经磨损、松动、高度偏小或损坏,导致擦嘴效果变差和有残料粘在喷嘴上。请通过目视检查、用手拨动擦嘴零件、在断电后推动工具头到擦嘴零件上对比高度和推动工具头迅速撞击擦嘴零件的方法来判断是否存在这些问题。若发现确实存在这些问题,则需要维修或更换擦嘴零件。
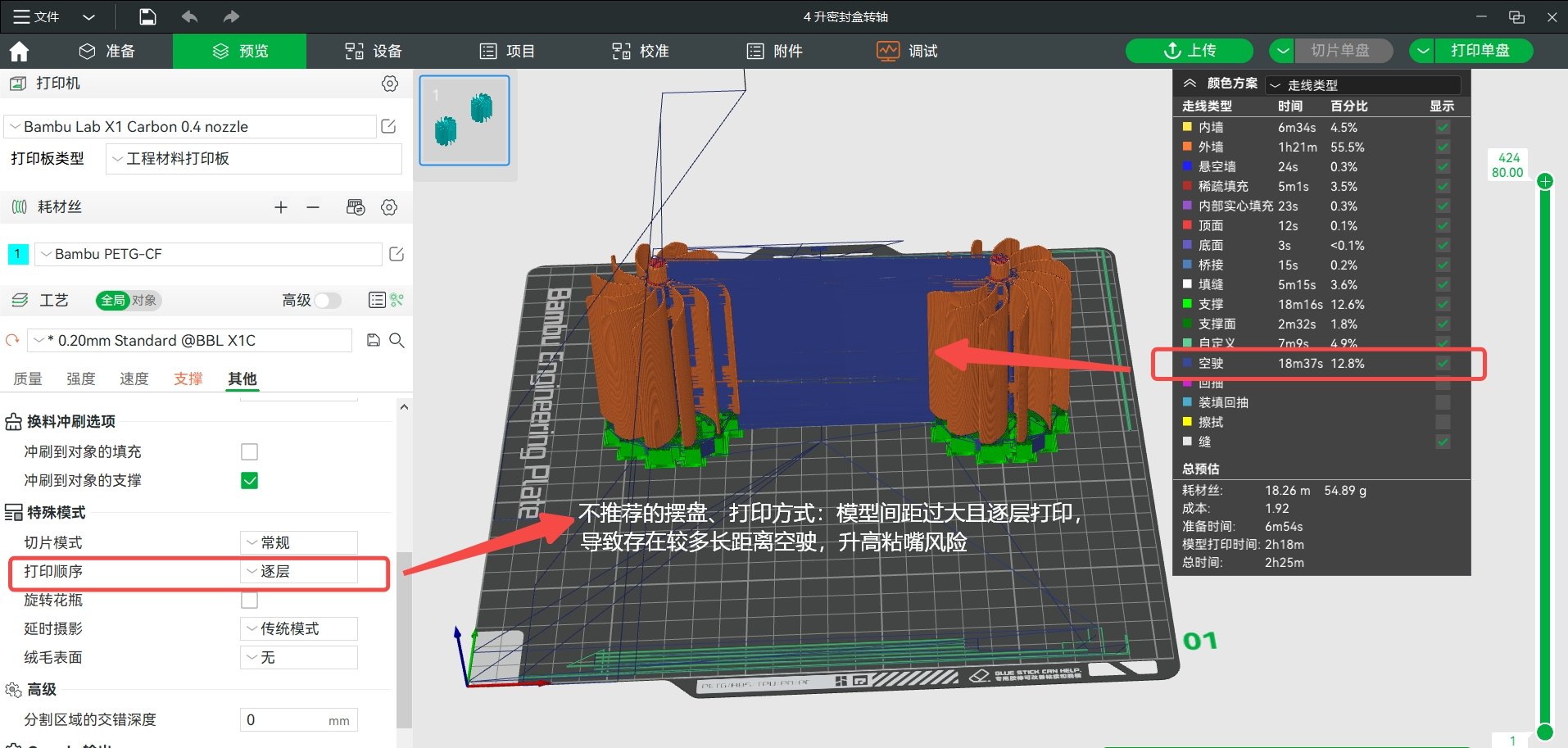
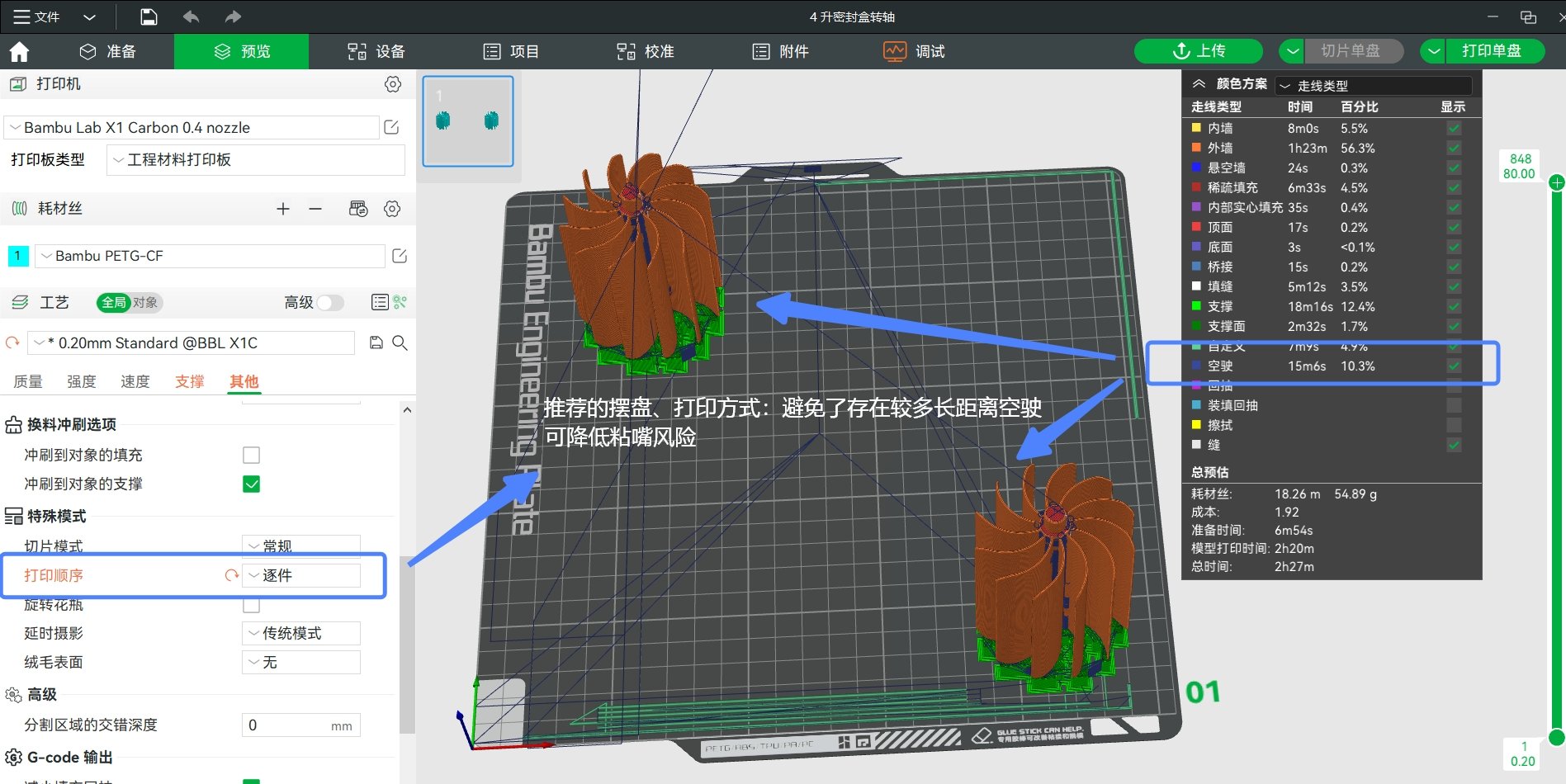
5. 模型本身存在较多跳跃点
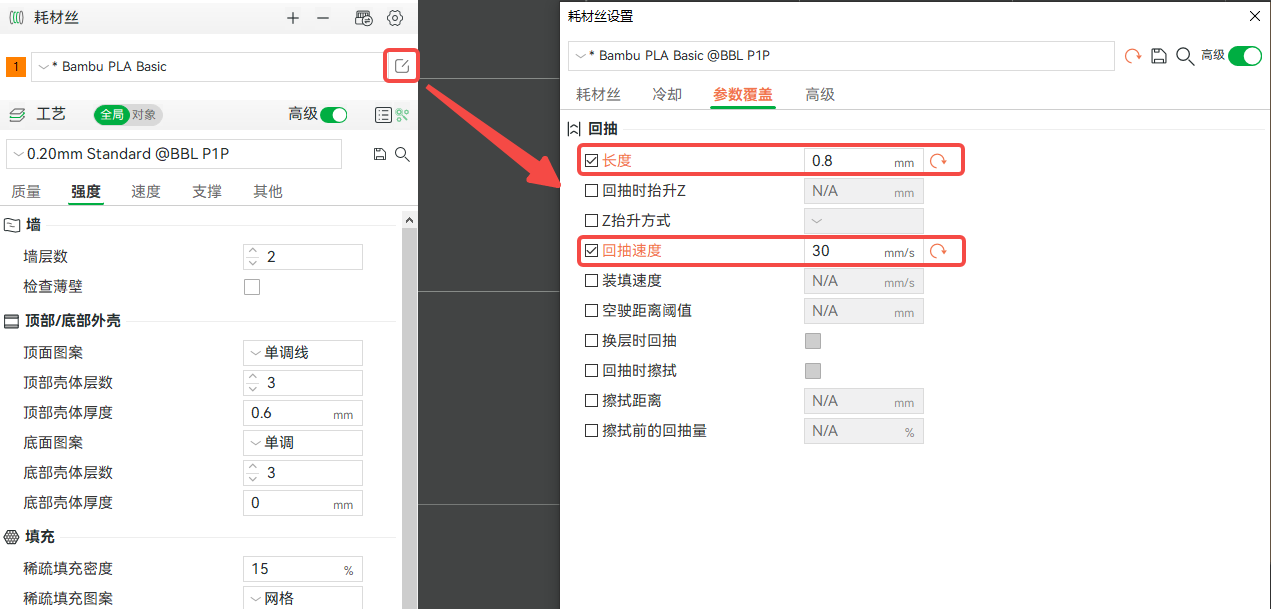
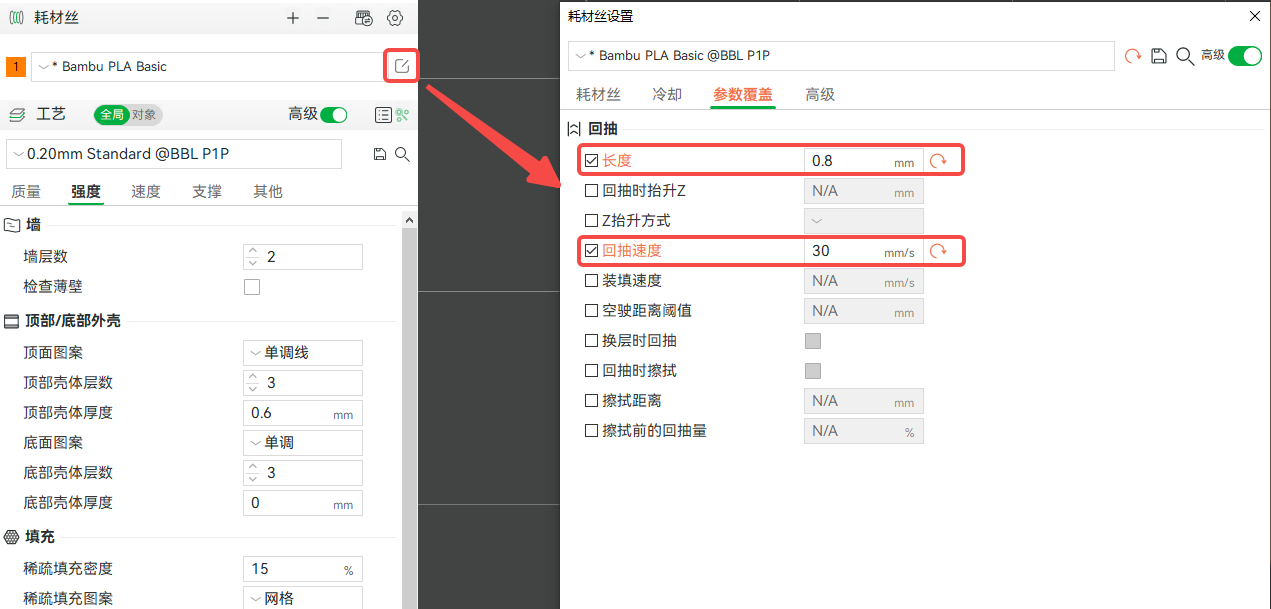
若模型本身存在较多跳跃点(空驶),或因为摆盘不合理,导致打印时存在较多间距较大的跳跃点,那么在打印时的跳跃过程,喷嘴里的耗材熔体有可能会有较多的溢出,并打印时被蹭到喷嘴外沿并不断积累,从而造成粘嘴。此时,应换用合理的摆盘方式,尽可能避免存在较多间距较大的跳跃点,还可以考虑适当调大回抽长度、回抽速度。注意:回抽长度设置得过大时容易引起堵头,一般建议不要超过 2 mm。
¶ 模型缺料
缺料通常是由于挤出不足导致的,现象有整体缺料和局部缺料两种。
模型表面整体缺料,通常线间会很稀疏,表现如下:
模型局部缺料表现如下:
 |
 |
常见的原因和改善方法如下:
1. 挤出阻力过大。
- 料盘转动受阻或料线缠结——排除故障后再重新打印。
- 料管进入异物、局部弯折或磨损——清除异物,修复或更换料管。
- 挤出机齿轮卡住或损——清洁或更换齿轮(与前述相同)。
- 喷嘴内部通道阻塞,出料困难(长时间打印或打过含有纤维的料后易发生)——疏通喷嘴或更换新喷嘴(与前述相同)。
2. 挤出量偏小。
- 耗材的熔融、挤出速度跟不上打印速度——适当提高喷嘴温度或降低打印速度。如果要开启“狂暴模式”(更高速打印),最好适当提高喷嘴温度(提高10 ℃ 左右)来提高耗材的熔融速度。如果要使用第三方的耗材(可能不支持高速打印),请选择打印速度相对较低的 Generic 参数来切片、打印。
- 喷嘴内部通道阻塞,出料困难——疏通喷嘴或更换新喷嘴(与前述相同)。
- 如果模型的整个表面都明显缺料了,也有可能是流量比例不足导致的,可以在切片软件里适当提高一点流量比例。如果您使用的是Bambu官方耗材,建议使用默认的流量比例,不要随意修改它。
3. 压力提前值设置错误。
当模型都是在转角处缺料(如下图),那么很有可能压力提前值设置错误了,需要重新进行流量标定(校准)。
.png)
流量标定的作用是,确保工具头在加速和减速运动的时候,挤出机挤出的料能够保持均匀,避免在加速或减速的节点多料或者少料。如果压力提前值错误,则有可能导致打印头变速的瞬间挤出太多或者太少。P1P和X1系列打印机的流量标定方法如下图所示:

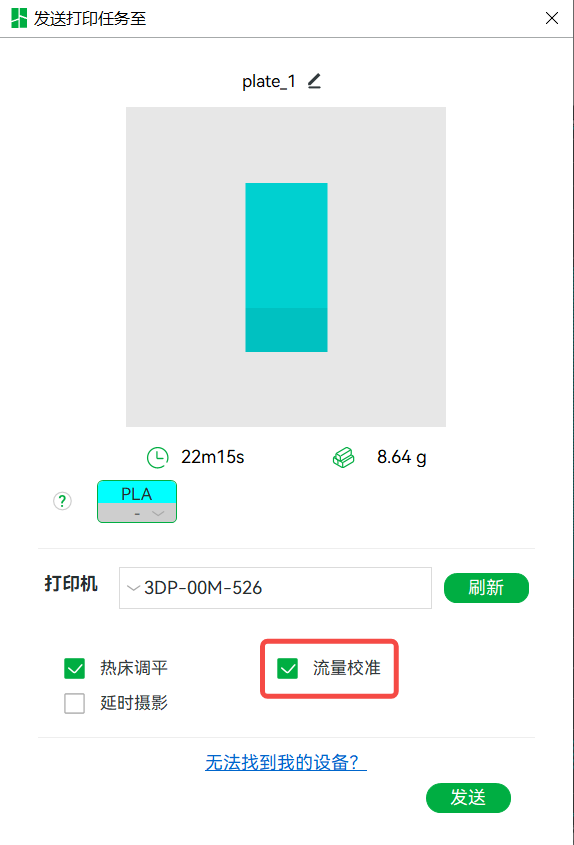
流量校准的本质,就是测试在工具头加速——减速运动过程中,找到一个合适的挤出补偿值来保证挤出线条均匀。
¶ 局部拉丝或漏料
直接原因:喷嘴出料过量或熔体异常膨胀、流动。

1. 耗材受潮,打印过程中水分受热汽化而导致耗材熔体破裂、异常流动——建议先将耗材烘干,然后将其放在带有未失效的干燥剂的密封容器中使用。烘干耗材可以参考:耗材准备——烘干 和 使用X1C打印机干燥耗材的步骤和盖子模型 | Bambu Lab Wiki。
2. 模型存在较长空驶距离且回抽长度偏小,导致空驶过程中耗材熔体流出喷嘴——打多个模型时,减小模型间距,及适当增加回抽长度或回抽速度。注意:回抽长度设置得过大时容易引起堵头,一般建议不要超过 2 mm。
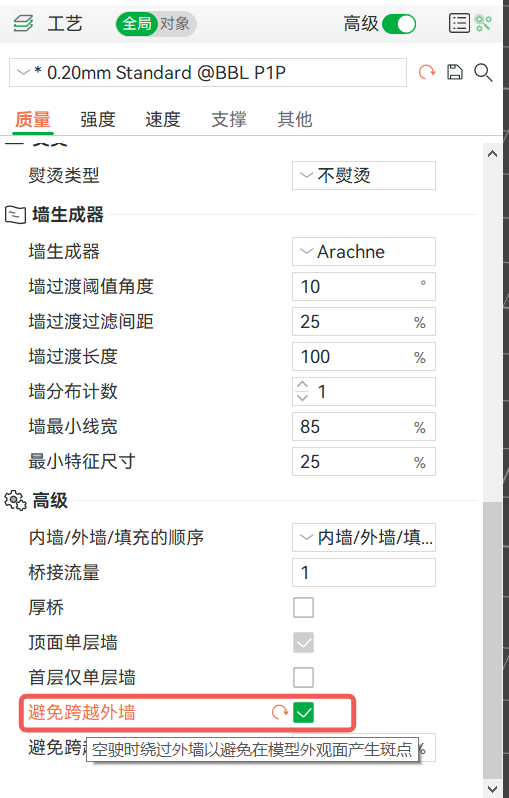
3. 模型本身结构特殊或摆盘方式不当。当单个模型存在较多的不连续结构,或是单盘打印多个模型且摆放间距较大时,会使打印过程存在较多、较长距离的空驶,使得熔体在喷嘴空驶的过程中往下滴落,从而造成漏料、粘嘴等缺陷。这种情况下,可以减小模型间的摆放距离。同时可以开启“避免跨越外墙”来降低拉丝的概率。
4. 喷嘴温度过高,导致耗材熔体的粘度过小——适当调低喷嘴温度。
4. 使用低密度的耗材(例如发泡 PLA)时,未适当调低打印温度或流量比例——建议适当调低打印温度和把流量比例调到 0.5 ~ 0.7 之间。低密度耗材,如发泡 PLA,内部存在较多孔洞、气体(含水),且打印过程还会产生气体,这会使耗材熔体产生较大膨胀、异常流动,所以,在打印前建议先烘干耗材,切片时选择较低的流量比例。
5. 喷嘴口径过大,造成流出喷嘴的耗材熔体偏多。
- 切片时选错了喷嘴配置,或者打印的时候误用了较大口径的喷嘴——在打印前要确保选用的配置和实际使用的喷嘴规格是一致的。
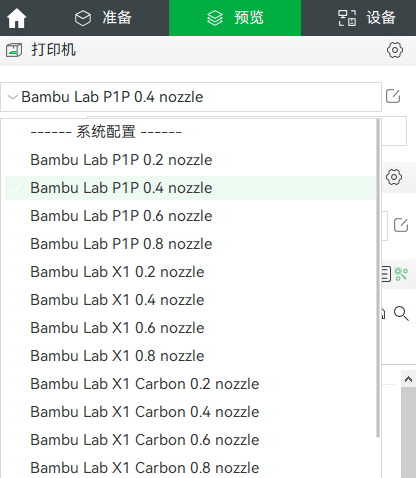
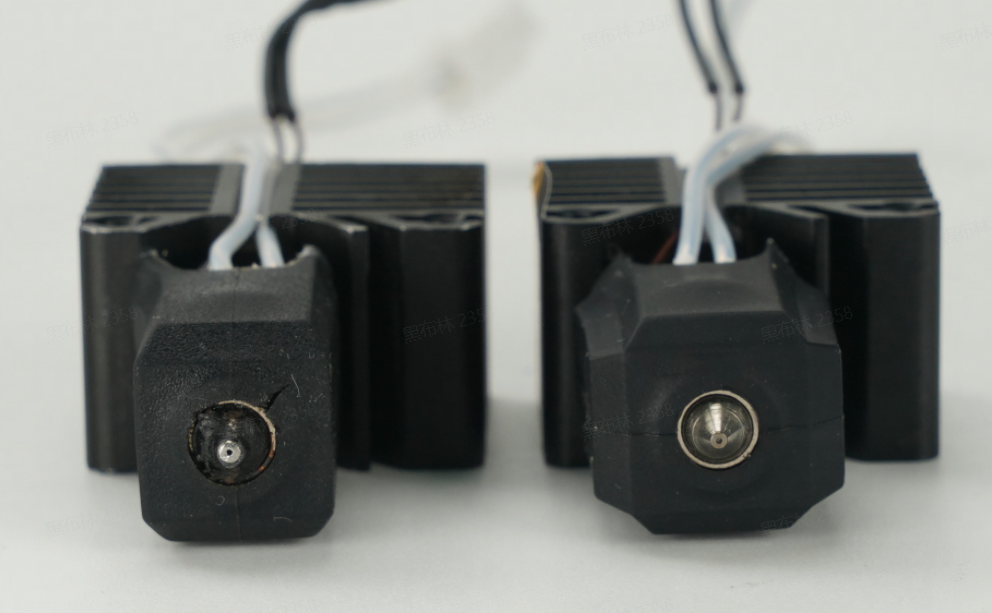
- 喷嘴已长期使用,磨损明显——更换新喷嘴。
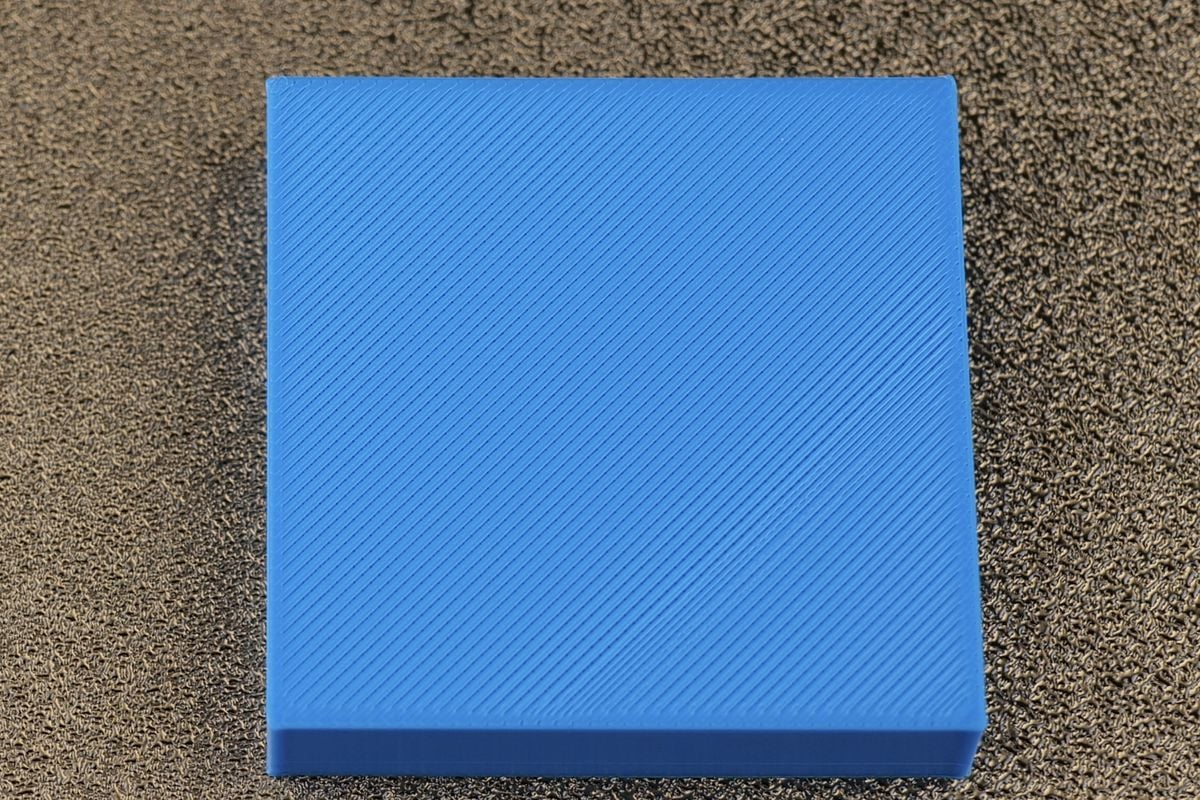
¶ 模型不同区域的光泽差异大
直接原因:打印温度相同时,打印速度越低则表面越亮滑;打印速度相同时,打印温度越高则表面越亮滑。本质是材料熔融程度不同,流平性不同,造成打印件的表面粗糙度有差异,且这种现象在打印在反光性好的材料时更明显。
1. 模型的不同区域的打印速度有明显的差异(如存在悬垂降速区域)。
- 建议将外墙速度(大模型)或整体速度(小模型)适当降低,或取消悬垂降速,确保外墙的打印速度相近或相同。
可以重新切片模型并降低外墙速度,使各个区域的外墙速度尽可能一致。
2. 用低层高(如 0.08 mm 层高)打印模型时,如果打印速度较高,也可能导致模型表面出现呈鱼鳞样的光泽差异区。
- 换用较大的打印层高,例如从 0.08 mm、0.12 mm 换为 0.16 mm、0.20 mm。
- 适当降低打印速度、提高打印温度。
¶ 模型层间开裂
直接原因:层间粘接力弱,导致模型表面裂开,通常会发生在打印 ABS、ASA、PC、PET-CF、PA-CF 等材料时,表现如下图:
常见的原因和改善方法如下:
1. 挤出不足,线间缺料。
- 耗材熔融不充分,熔体粘度过大、流动性差,相邻层挤出线之间的粘接面积过小——适当提高喷嘴温度或降低打印速度。
- 喷嘴堵塞,导致挤出不顺畅——清洗、疏通喷嘴。
2. 线材本身粘接强度低或模型局部结构薄弱。
- 适当增大模型墙层数、提高填充率。
3. 冷却过度。
- 风扇转速过大——适当减小风扇转速;
- 腔温偏低——适当调高热床温度,关闭打印机前门并盖上玻璃顶盖。
¶ 接缝
在 FDM 3D 打印中,每层打印的起始点和终点的走线交界处都会形成一个接缝,这是正常的现象。要了解更多关于接缝的知识,可以点击这个 wiki 链接:Seam | Bambu Lab Wiki。
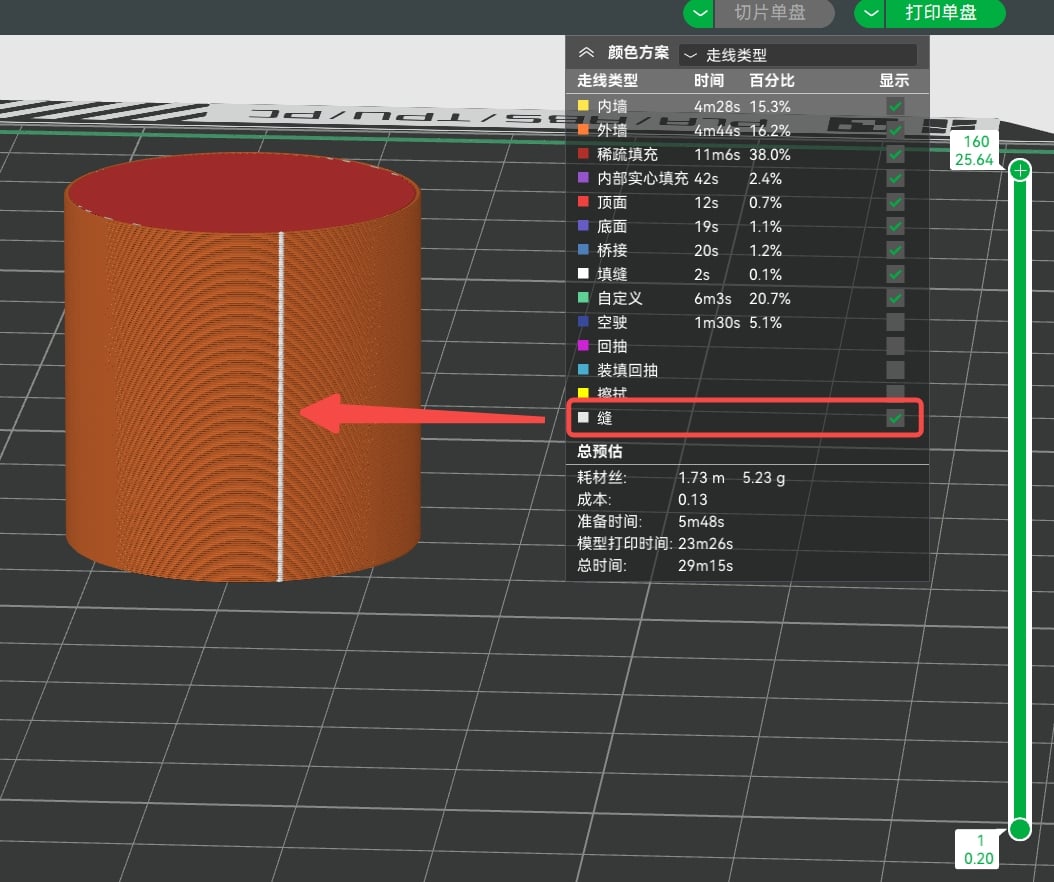

可以采用以下方法来适当改善接缝的质量:
1. 把墙的层数设置为 3;
2. 尽量避免在同一盘上打印多个模型,以减少工具头的空驶;
3. 适当提升喷嘴温度、降低外墙打印速度;
4. 对于某些特殊模型,可启用旋转花瓶模式。启用“旋转花瓶”模式后,模型的墙将会以一条走线螺旋上升的方式打印,接缝将只出现于模型底部的那几层,而完全不会出现在外墙上。注意:该模式打出来的模型只有单层外壁,无填充和顶壳,且只适用于一些简单模型(复杂模型无法用单条走线完成时会导致切片后会有悬空部分)。详情可以参考wiki:旋转花瓶 | Bambu Lab Wiki。

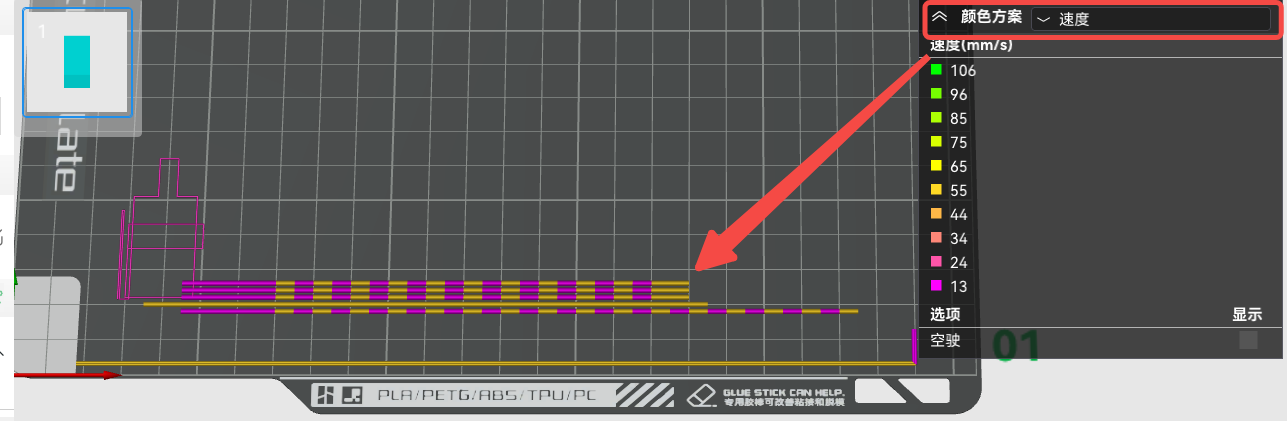
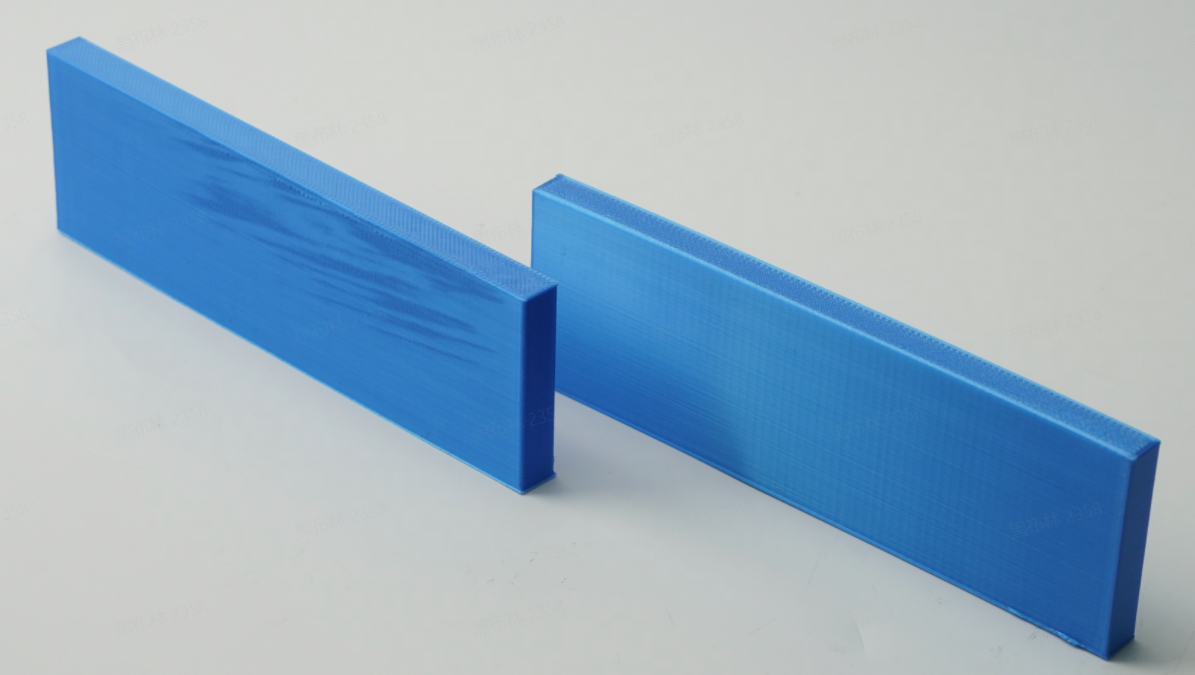
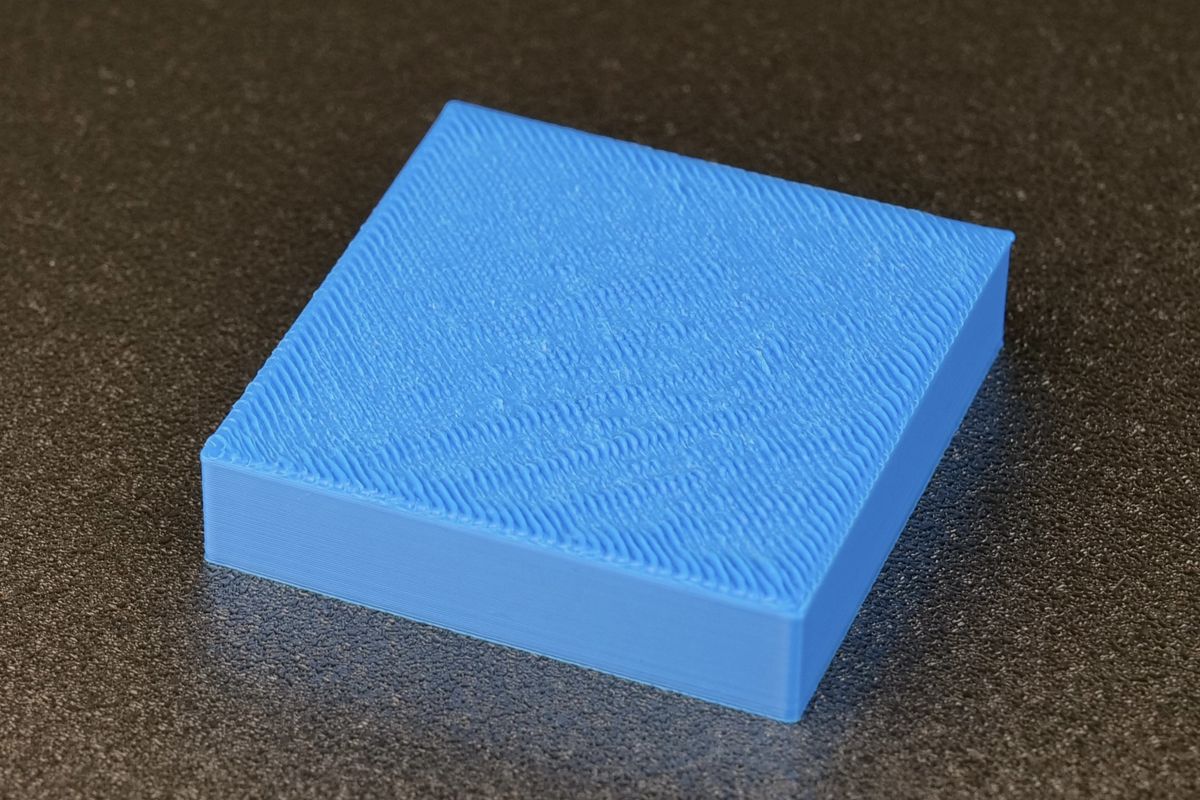
¶ 皮带纹
产生原因:在打印过程中,皮带与惰轮的接触产生了一种带状花纹,其纹路间距与打印机皮带的齿间距(2mm)相同。一般情况下,使用带有X/Y框架组件的打印机时,打印表面都可能会出现这种纹路。
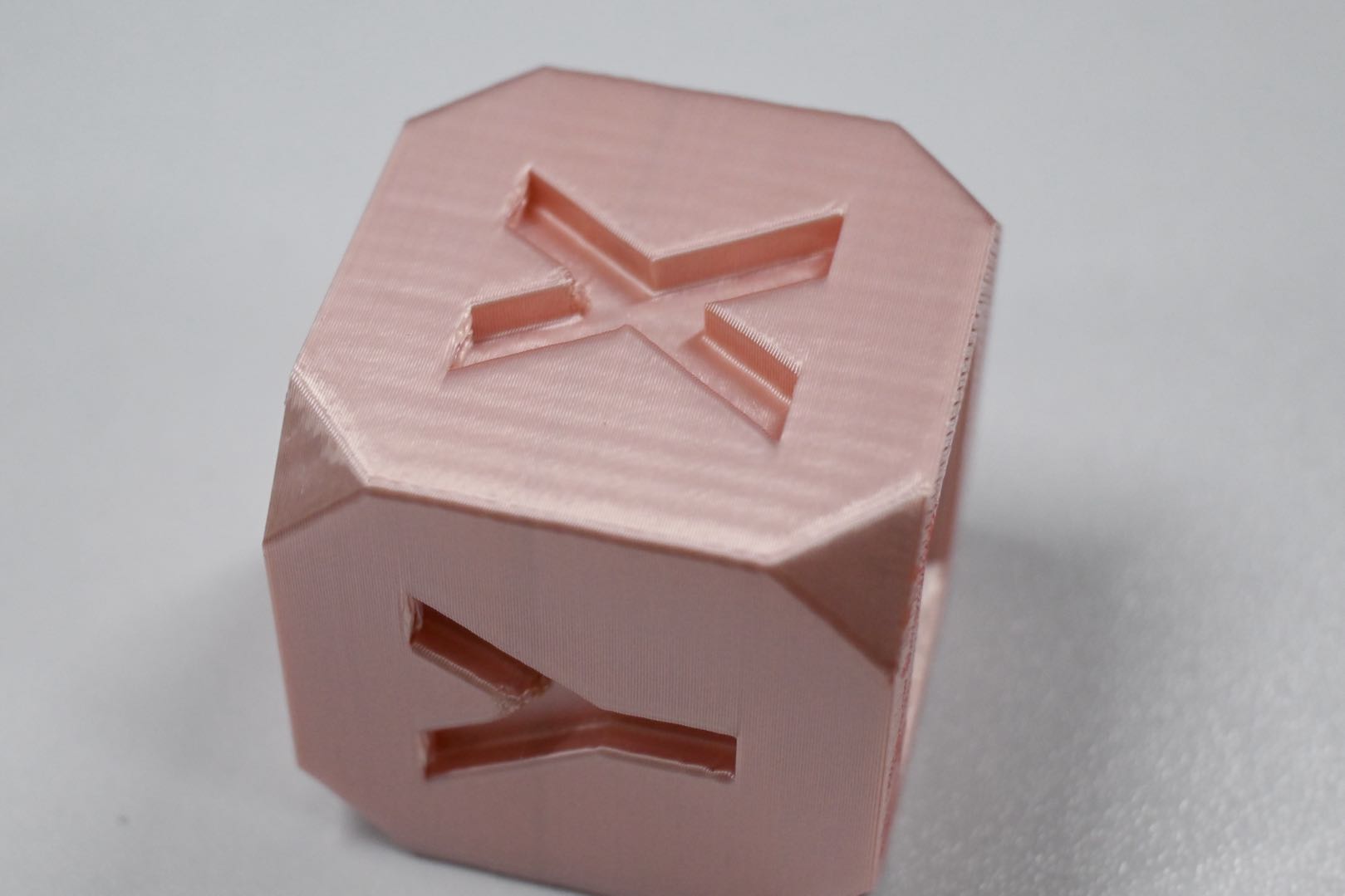
可采用以下方法避免打印件出现皮带纹:
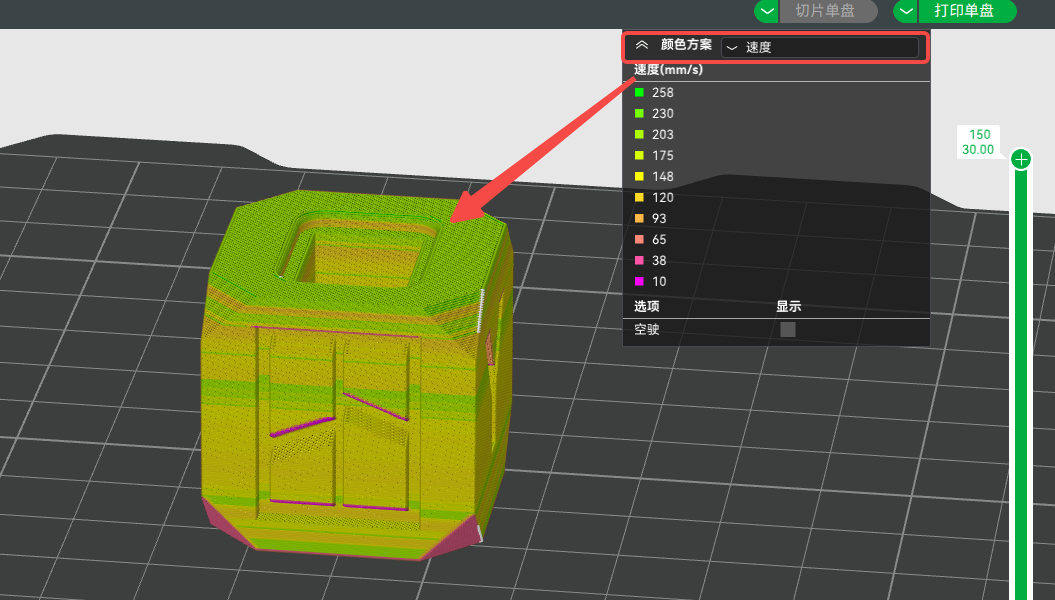
提高外墙打印速度:提高外墙打印速度:皮带纹与外墙打印速度密切相关,特别是在打印速度为120mm/s时最为明显。建议将外墙打印速度提高至200mm/s;如果耗材的默认速度较低(如 PETG),无法加速到 200mm/s,可尝试降低层高,或适当升温并增加最大体积流量,避免外墙打印速度接近 120mm/s。通常,建议优先提高外墙打印速度。

切片后,可通过选择颜色方案中的速度选项来查看模型的实际打印速度。该速度还受最大流速的限制,而最大流速取决于您使用的耗材是 Bambu 官方耗材还是通用耗材。Bambu 官方耗材的最大流速较高,能够支持更快的打印速度。
¶ 顶层缝隙
 |
 |
 |
潜在原因和解决方案:
1. 流量比例设置错误:如果切片软件中的流量值设置得过高或过低,就会发生溢出或出现缝隙。在耗材配置文件中,耗材流量值通常不超过 1.00。可在 Bambu Studio “校准”页面中,点击“流量比例”进行操作。
注意:流量可能受到堵塞的喷嘴、挤出机内部杂质以及料管中附加的阻力的影响。强烈建议在检查上述项目后再进行流量校准,否则结果将不准确。

2. Studio 中选择了错误的喷嘴:如果选择的喷嘴直径比实际使用的喷嘴直径更大,那么打印机的挤出量更大,则容易出现顶层缝隙。
3. 挤出问题:如果已有一段时间未进行挤出机维护,挤出机齿轮可能无法顺畅旋转,耗材残渣也可能会沉积在挤出机齿轮上,导致挤出机对耗材的抓力降低而出现挤出不足的问题。
建议在进行任何校准前先清洁挤出机。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南并未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!