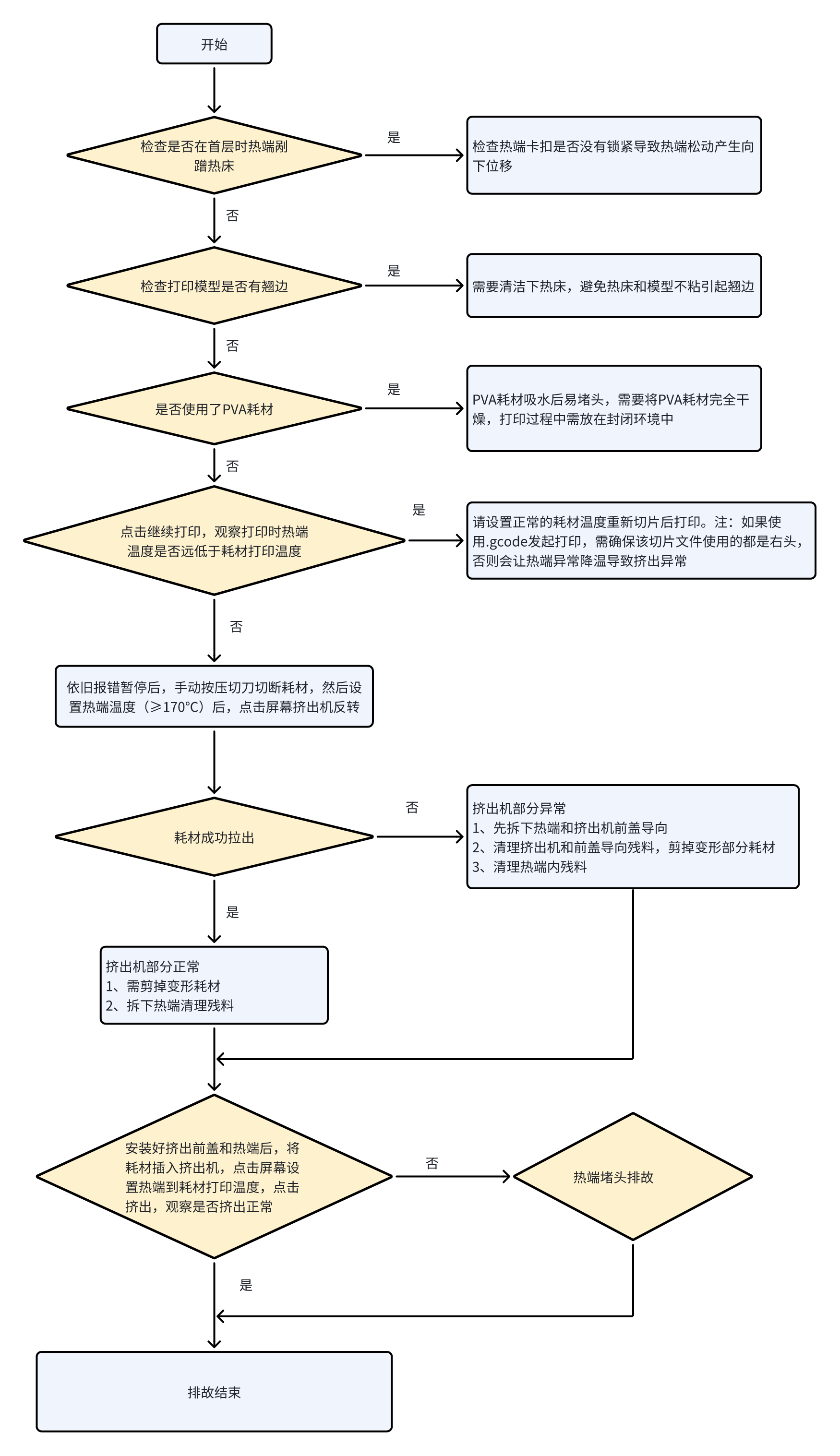
¶ 故障描述
在打印过程中,工具头中的挤出电机会实时监测挤出力的变化。当检测到异常挤出力时,会报错并暂停打印任务,需要用户排除故障后才能继续打印。
¶ 故障原因
导致该故障的原因比较多:
1、热端夹扣未安装好,热端可能有松脱,在打印首层时,热端剐蹭热床,导致耗材挤出困难。
2、模型有翘曲,打印时热端与模型剐蹭,导致耗材挤出困难。
3、使用没有完全干燥的 PVA 耗材打印易造成热端堵头,导致耗材挤出困难。
4、打印时热端温度异常,远低于耗材的正常打印温度。例如 PLA-Basic 正常打印温度是220℃,此时如果设置热端温度为60℃,会导致耗材挤出困难。
5、热端完全或部分堵塞,需要堵塞清理或冷拔
6、变形耗材或者非标准直径耗材会卡在挤出机,使得挤出电机转动受阻,可以听到哒哒的声音。此时需将卡涩耗材拿出,必要时需要拆下工具头的前盖导向方便拿出耗材。
¶ 故障排查
下面的步骤1-5较为简单,操作难度低,建议按照顺序依次确认检查。
¶ 步骤1:检查挤出电机过载报错时是否正在打印首层并且热端与热床距离过小,导致耗材挤出困难
如果正在打印首层,请观察此时热端是否离热床距离过近,导致热端剐蹭热床。如果是该原因导致剐蹭热床的话,建议取消当前打印任务,待左右两个热端温度均降至室温后再进行下面的检查操作(非常重要,避免烫伤)。
-
检查热端卡扣是否没有锁紧导致热端松动产生向下位移。
-
摘掉硅胶套,观察夹扣的扣紧方式是否正确


如热端夹扣安装不正确,请参考下面动图以正确的方式重新扣紧热端。
.webp)
- 若未观察热端明显的热端下移,建议进行一次校准中的热床调平再重试;如果仍然在热床特定位置处过低剐蹭热床,建议进行一次手动热床调平。具体可以参考下面的链接:H2D 热床手动调平
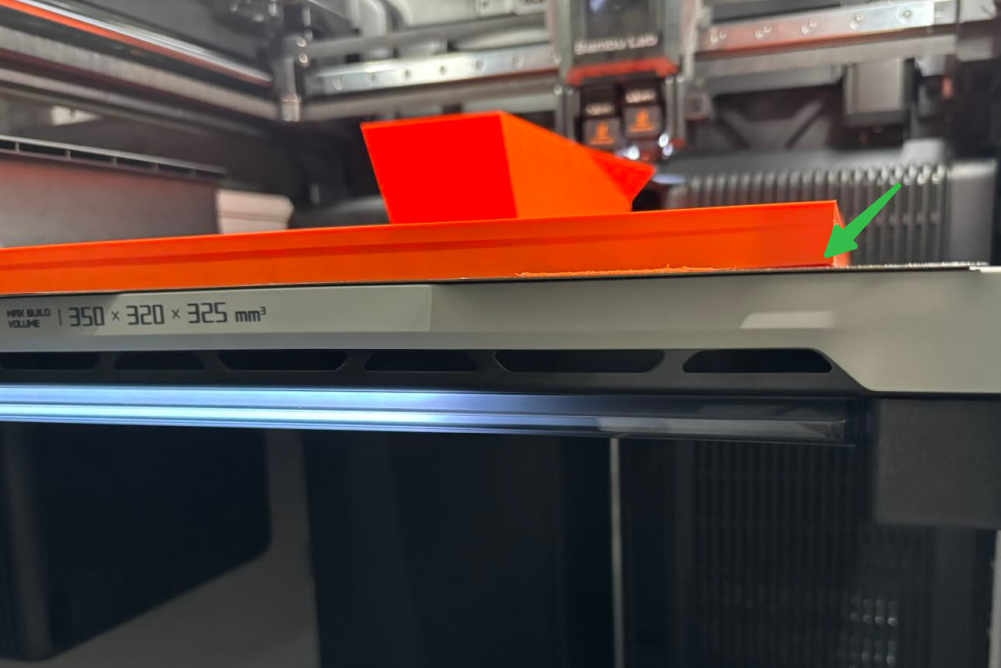
¶ 步骤2:检查打印模型是否发生翘边,导致热端与模型表面发生剐蹭,导致耗材挤出困难
您可以参考模型翘边这篇 wiki 解决模型翘边的问题,从而避免热端与模型表面剐蹭。
¶ 步骤3:检查是否使用 PVA 耗材打印
打印 PVA 耗材时,必须确保 PVA 已经充分烘干。即便是全新的 PVA,在使用前也需进行烘干。因为 PVA 极易吸湿,即使在包装完好的情况下也可能含水。建议使用鼓风式烤箱,温度设置为85度,烘烤12小时。另外,不推荐使用0.2mm 热端打印 PVA 耗材。更多的 PVA 耗材打印建议, 请参考此 wiki:PVA 打印指南
使用提示:PVA 和 PETG 不能同时使用 H2D 的左右热端混打
由于 PVA 的热变形温度偏低,而在打印 PETG 的时候热床温度为 70℃,使用左右热端混打可能会由于温度过高而导致堵头。
注意:
- 这里的混打是指使用左热端打印 PVA,使用右热端打印 PETG(或左热端使用 PETG,右热端使用 PVA);
- 您可以仅在右热端进行打印,使用 PVA 支撑 PETG,并需要配合 AMS 进行打印,类似于单热端打印机 X1/P1 系列的操作方式。
- 请勿在左热端上使用 PVA 支撑 PETG。
¶ 步骤4:检查热端温度是否与耗材打印的所需温度匹配
若打印时设定的热端温度异常,远低于耗材的正常打印温度。例如 PLA-Basic 正常打印温度是220℃,此时如果设置热端温度为60℃,会导致耗材挤出困难。因此,请观察报错时或重试恢复打印后的热端温度,查看热端设定的温度是否符合耗材的预设温度;若温度不匹配请进行相应的调整。
如果使用 .gcode 文件发起打印,需确保该切片文件设定的参数与实际使用的耗材和热端相匹配,否则会让热端降温异常,从而导致挤出异常。
¶ 步骤5:排除热端是否堵塞
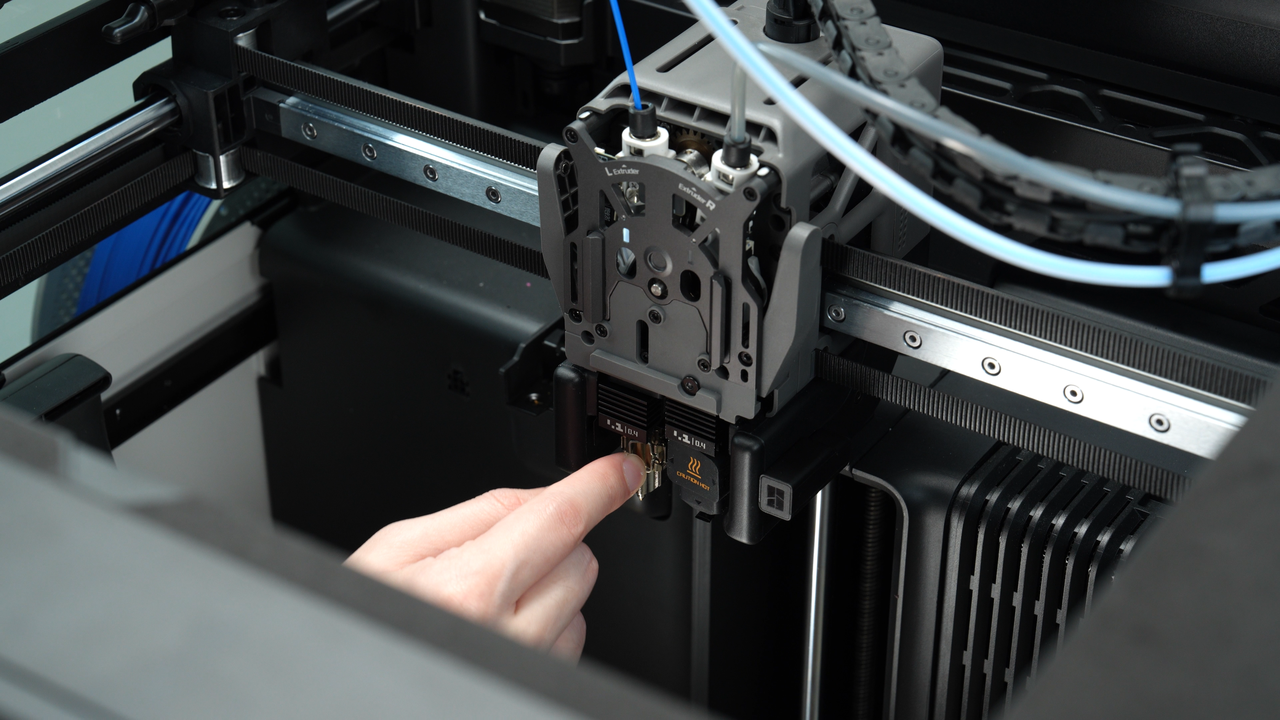
报错后工具头停在吐料组件上方,在打印机屏幕上点击重试,观察喷嘴能否挤出耗材。
¶ 情况一:耗材正常挤出
若可以正常挤出耗材,说明问题原因来源于进料路径的外部阻力。
- 检查外部阻力,比如耗材缠绕等。
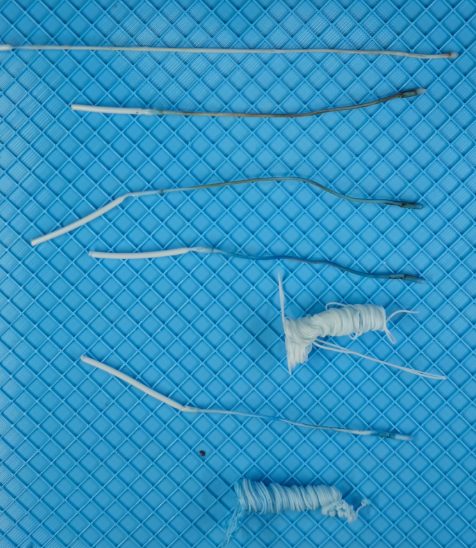
- PVA、TPU 耗材的进料路径需要重点排查。如果您打印的耗材种类是 TPU,推荐您查看 H2D 的 TPU 85A 和 90A 打印指南再进行操作。TPU 材料中通常含有一定比例的润滑剂,在长时间高温打印过程中,润滑剂可能会因加热碳化而积聚在热端内部,进而导致堵塞。特别是在连续打印较大模型(如鞋类)时,容易出现挤出电机过载或异常报警等情况。为降低堵头风险,建议每次使用 TPU 材料前,先进行冷拔操作(H2D 喷嘴冷拔维护清理),以清除热端内部残留的杂质。可重复冷拔数次,直到拔出的耗材末端干净、无明显碳化残留为止。参考下图最末端的耗材即可了解理想的冷拔效果。
¶ 情况二:耗材无法挤出
如果无法挤出,等待打印机工具头回到废料滑梯并停止移动后,待热端温度降至目标温度(40℃),然后按压切刀切断耗材。请务必在热端降温后再进行操作,以避免过热的耗材粘住切刀,造成二次堵塞。
为了便于后续的步骤,您也可以通过控制屏幕上的 Y-,将工具头从机箱后方移至前方,便于后续操作。

¶ 情况三:热端堵塞
如果仅左边或者仅右边热端打印时,会报错挤出电机过载,您可以交换报错左右热端或者使用配件盒中的备用新热端,来排除是否是热端发生堵塞。如果确定是热端发生堵塞,请根据 H2D 热端堵塞清理教程来清理热端堵塞。
如果确认热端没有发生堵塞,即使用新的备用热端或者确认没有异常的热端仍然会报错挤出电机过载,则根据步骤6继续排查判断挤出机是否发生堵塞。
¶ 步骤6:判断挤出机是否堵塞
¶ 操作6.1:排查耗材是否受热变形,导致挤出异常阻力
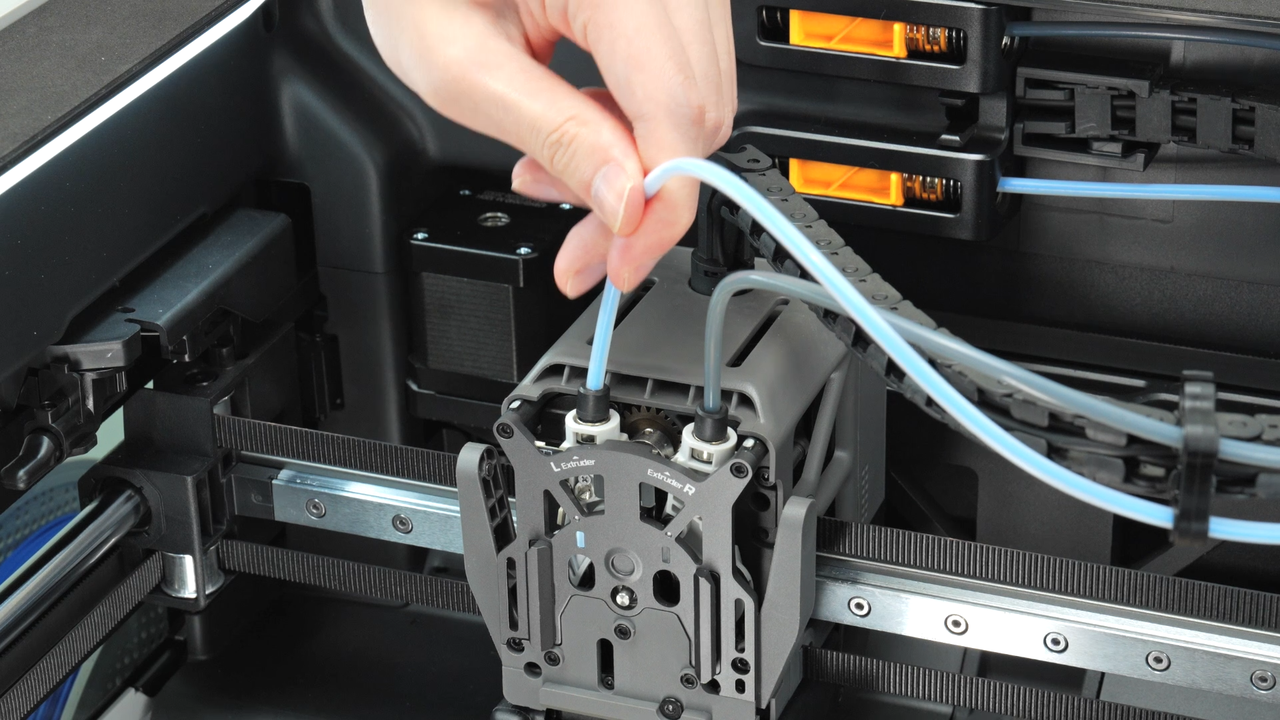
向下按压黑色外圈,断开 PTFE 管。
注意:当出现挤出机堵塞时,耗材在挤出机内软化,点击退料不一定可以自动退出耗材,故需要手动退料后再重试。
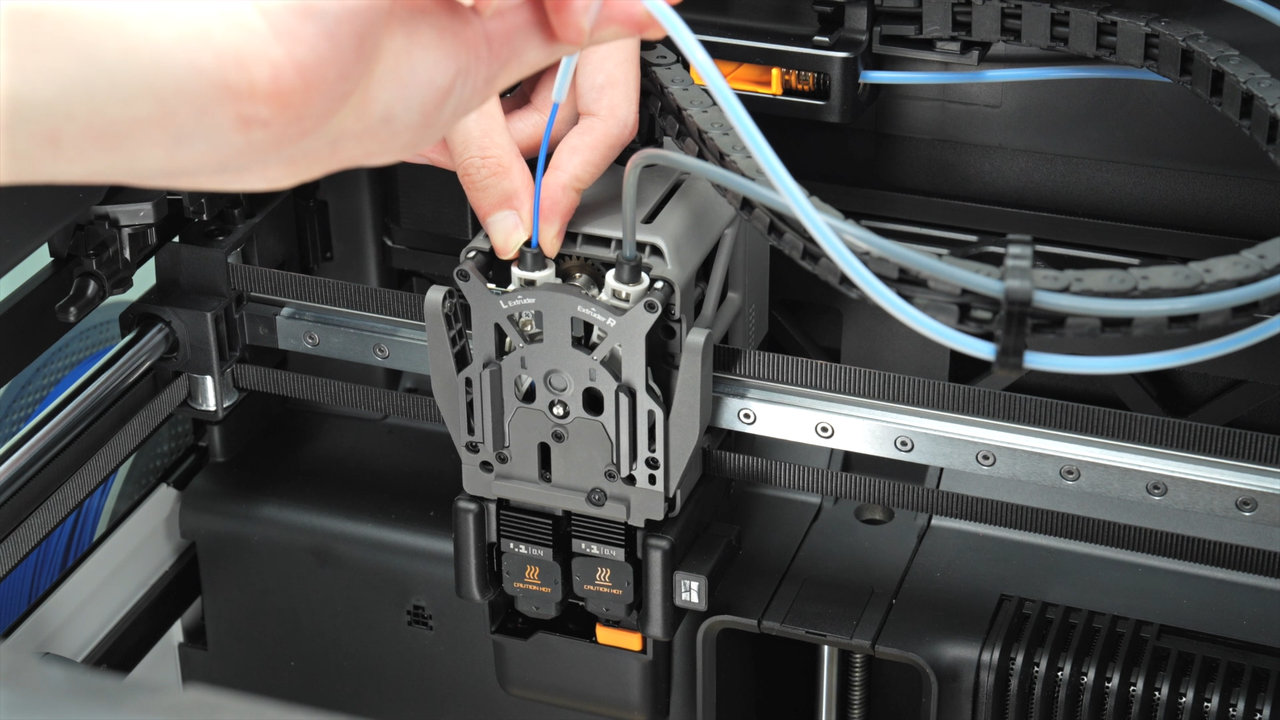
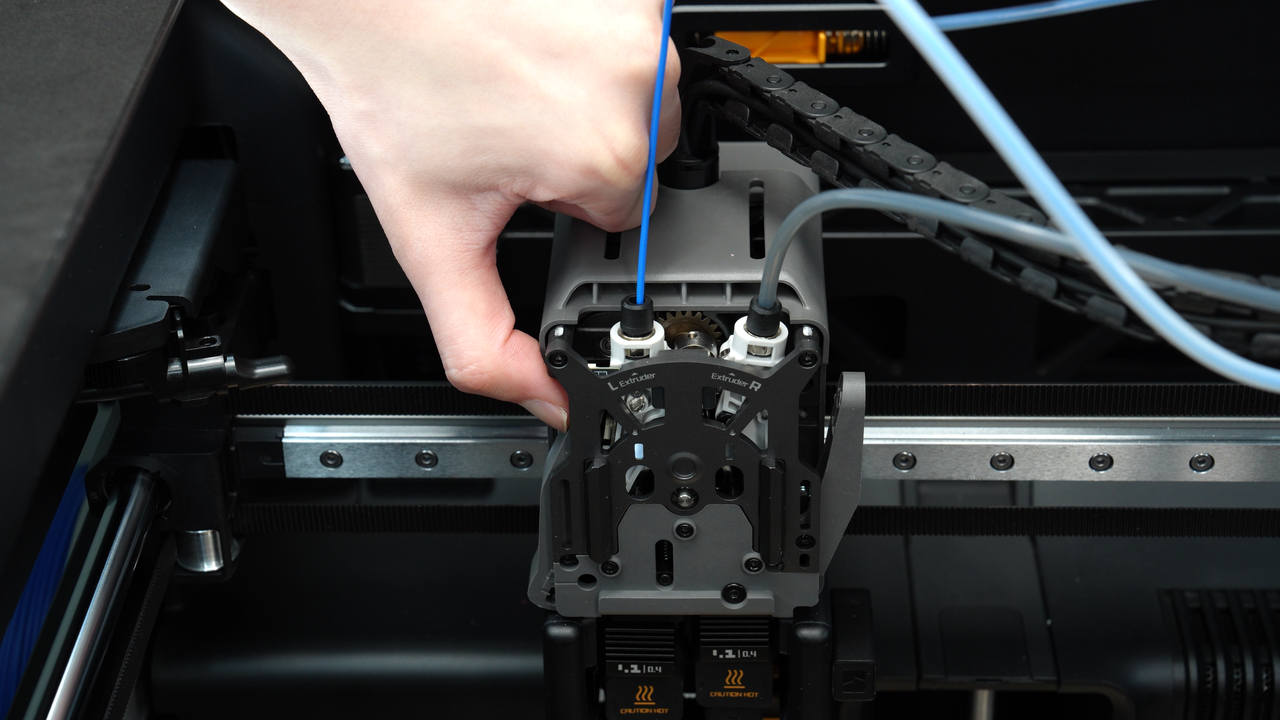
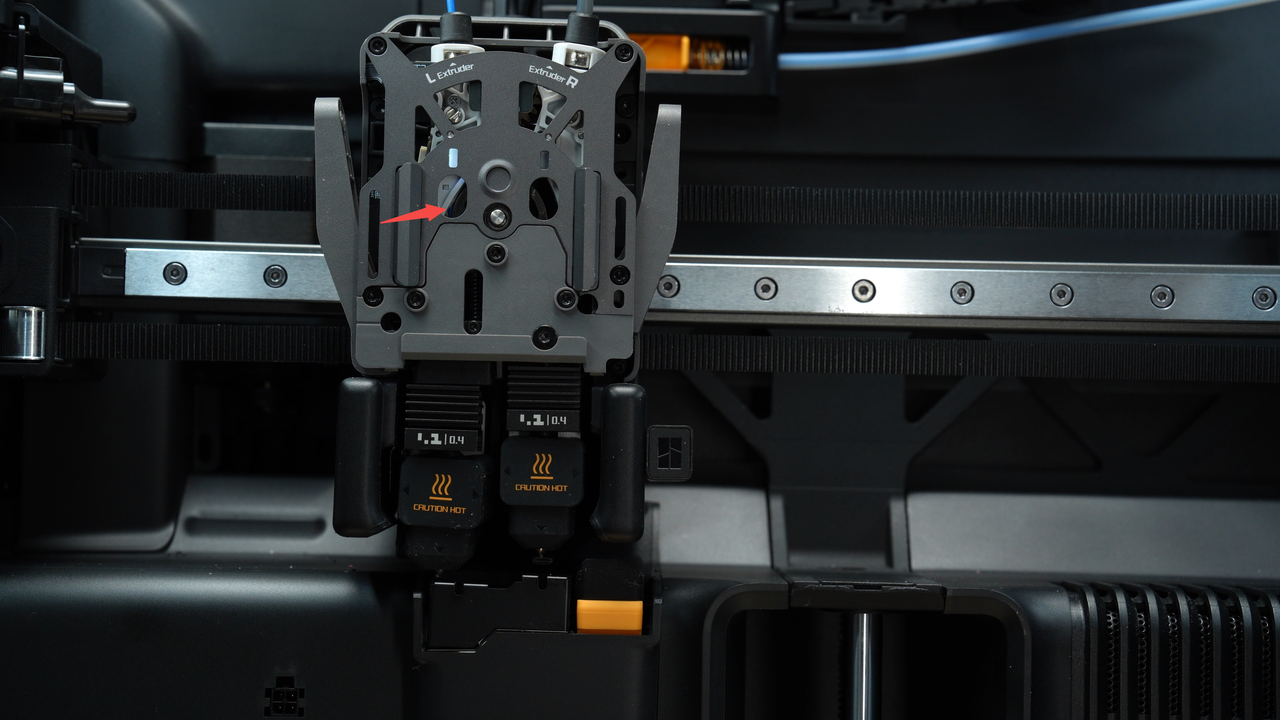
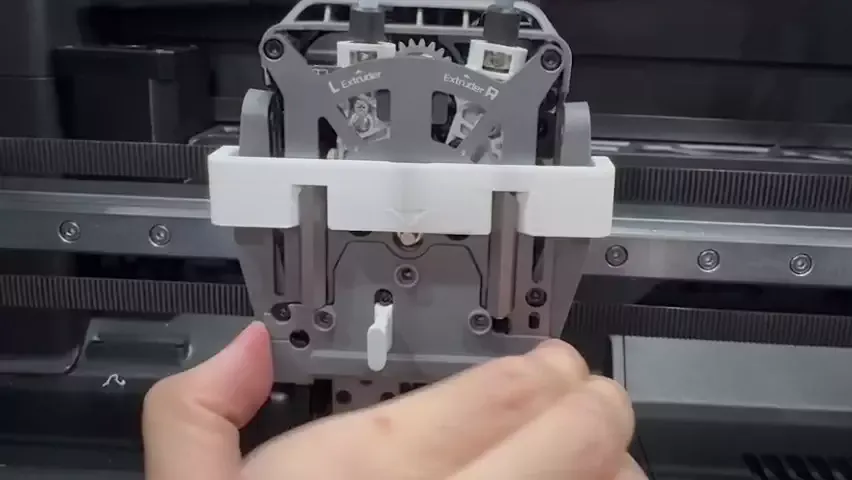
然后,您可以用力向左推左从动杆(推动从动杆需要较大的力);
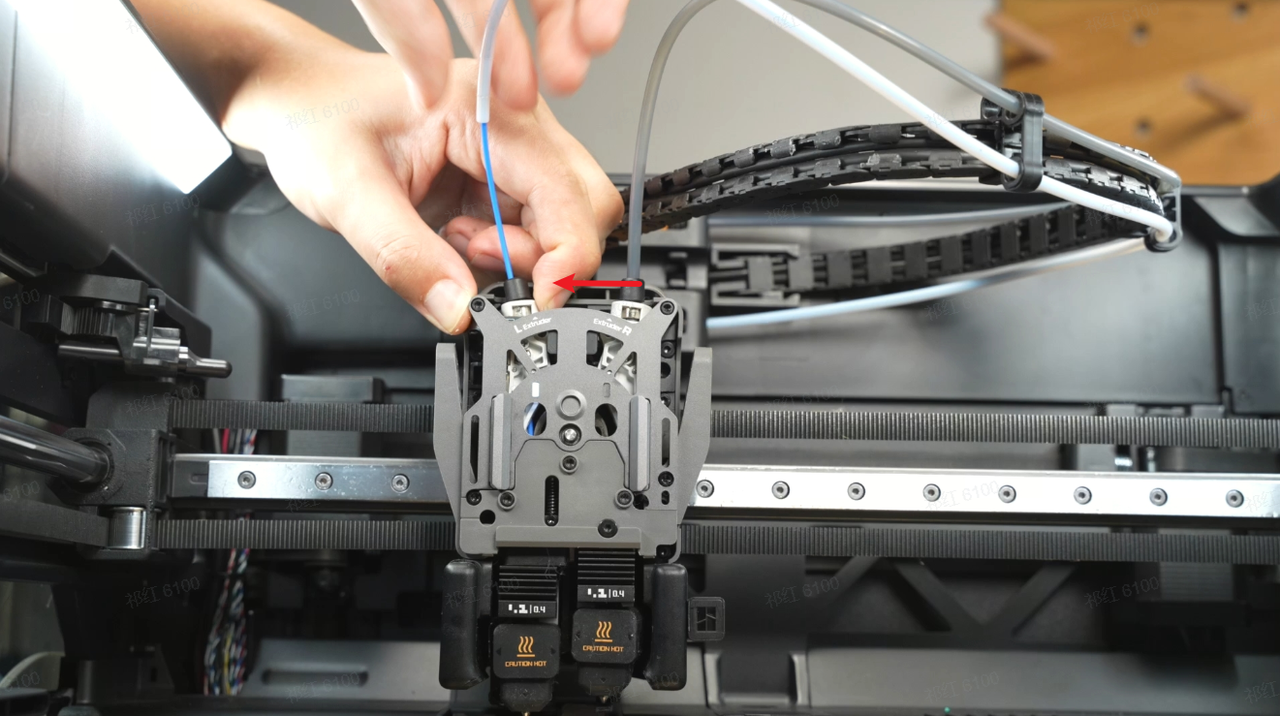
直到下图中标注的这颗螺丝刚好不会被挤出机前盖遮住。然后用手拉住耗材并向上轻轻拔出耗材。
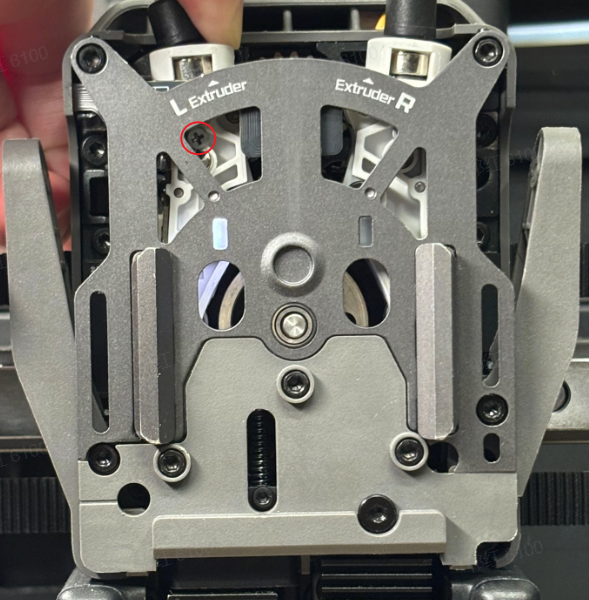
如果往上拉耗材的过程中感受到明显阻力,无法顺利将这截耗材取出,说明堵塞可能发生挤出机组件内部,请停止强行拉出耗材,大力拔出耗材可能导致异常的耗材卡在从动杆组件中,这会使清理变得非常困难。
挤出机齿轮内部发生堵塞的情况比较罕见,但如果确实遇到,可以参考 H2D 挤出机拆解与组装指引,拆除挤出机前壳或主动轮进行清理。
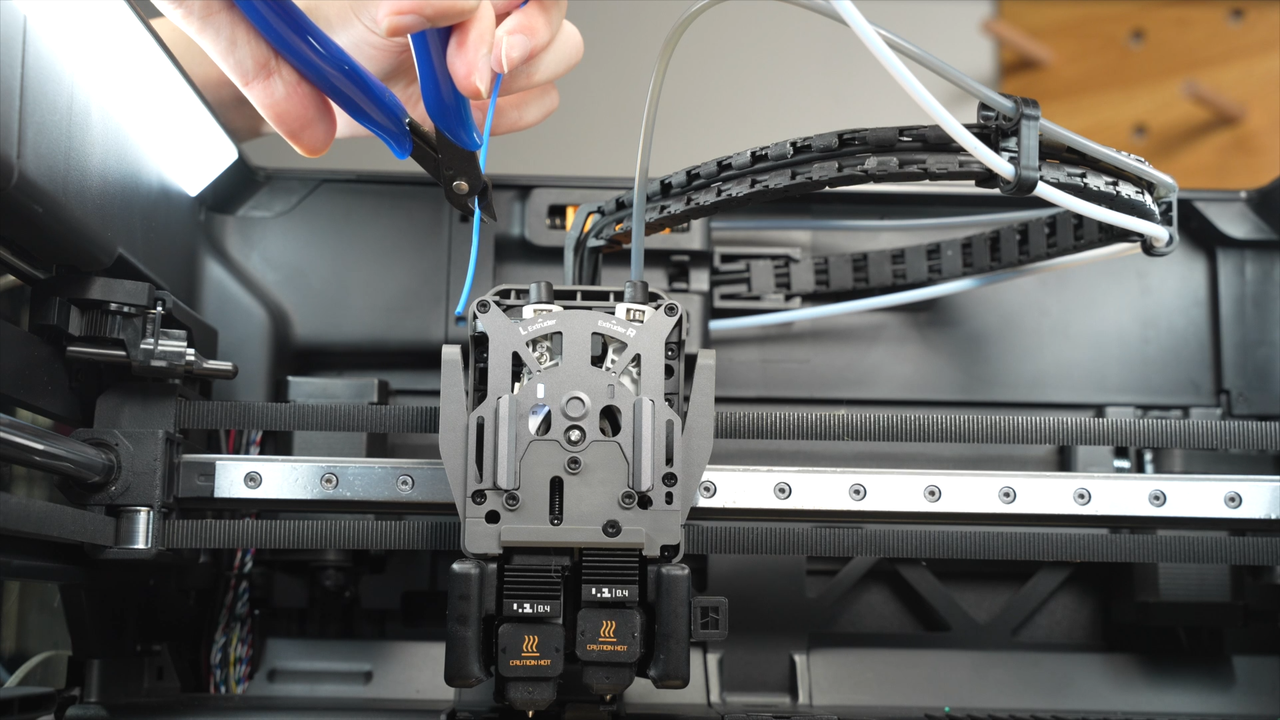
如果可以顺利将耗材手动拉出,并看到耗材存在明显异常,请剪断异常部分的耗材,同时建议在打印过程中打开前门、上盖,并拆下工具头前壳,改善挤出机组件散热,有利于防止此类堵塞问题发生。
改善挤出机组件散热后,重新装上喷嘴和硅胶保护套;
重新接上 PTFE 管;
并在设备屏幕上选择进料。

恢复打印后,观察挤出机金属齿轮是否正常旋转,以及热端处是否有耗材被挤出。若挤出机齿轮正常旋转,但无法在热端处观察到耗材被挤出,请按照此 H2D 热端堵塞清理指南进行热端疏通。

注意:若这一步确实无法取出耗材,才需拆装挤出机前盖进行进一步清理。
¶ 操作6.2:如果在完成操作6.1后重新进料仍无法挤出耗材,说明挤出机齿轮到热端的路径阻力过大。请结束当前打印任务,清理挤出机前盖导向组件。
挤出机齿轮出口到喷嘴路径上的阻力包括:挤出机前盖导向组件或者热端;
由于步骤5中已经确认过热端正常,没有堵塞,则阻力大概率是来自挤出机前盖导向组件。
需要说明的是,前盖导向与左右切刀刀柄均存在干涉,拆装存在一定困难,但请不要灰心,只要你参考下述建议,一定可以顺利拆除前盖导向组件的。
确保热端处于室温后,先拆除未被堵嘴片挡住的热端,然后在屏幕上切换挤出机,将另一个热端也拆下。


拆除前盖导向上的4颗螺丝(或3颗螺丝,具体以你收到的版本为准),往上抵住黑色热端连接件,使左切刀从切刀螺丝附近的开口槽中脱出一点,然后从前盖导向右下角向外用力撬出前盖导向。在这种情况下,通常会有一段耗材同时穿过挤出机和前盖导向,在移除前盖导向时需要较大的力。移除前盖导向后,再剪断导向组件与挤出机之间的耗材,分离前盖导向组件。
用手指向上抵住黑色热端连接件,同时按压左切刀刀柄,使左切刀从切刀螺丝附近的开口槽中脱出一点,然后从前盖导向右下角向外用力撬出前盖导向。
您也选择可以在 MakerWorld 下载并打印拆装辅助工具模型,以方便您进行拆装操作。模型链接:H2D 挤出机前盖导向拆装辅助工具
如果异常耗材只是堵在前盖导向的入口处,使用斜口钳将耗材拔出即可。

如果你拿一小段耗材捅入前盖导向的进料路径,若不能穿过,则异常耗材堵塞在前盖导向的内部,那么需要将前盖导向拆开清理。
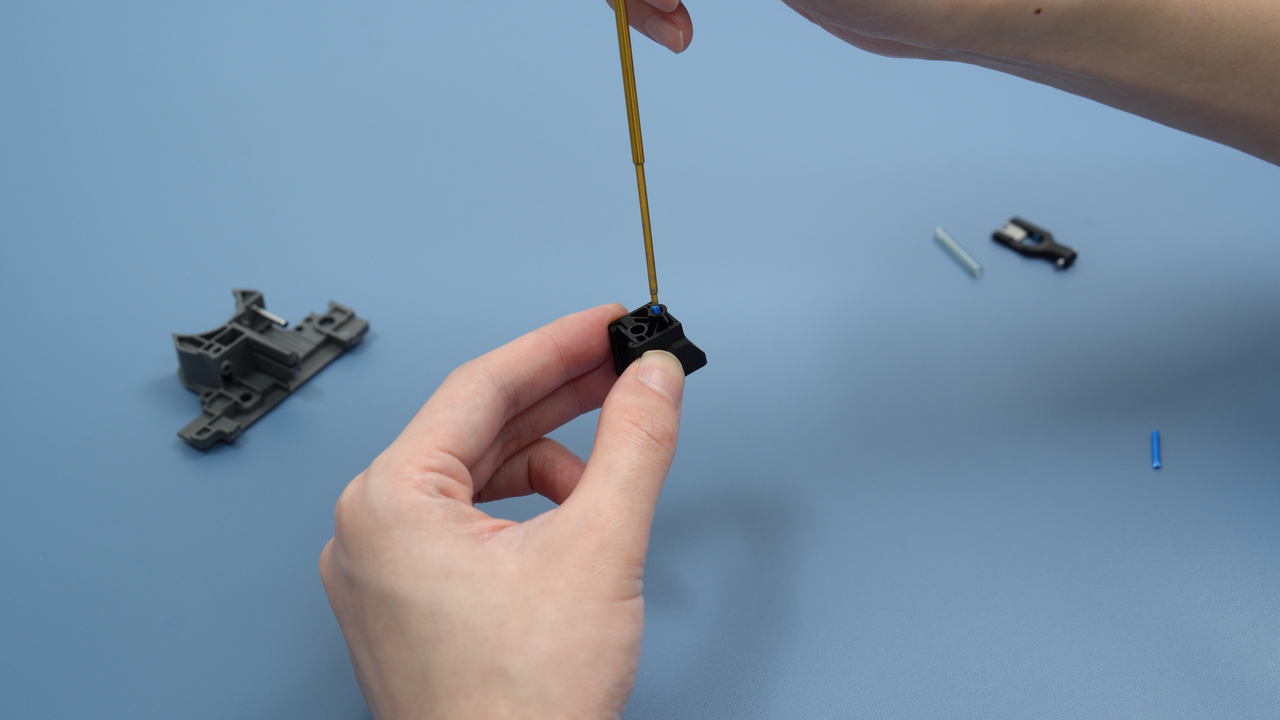
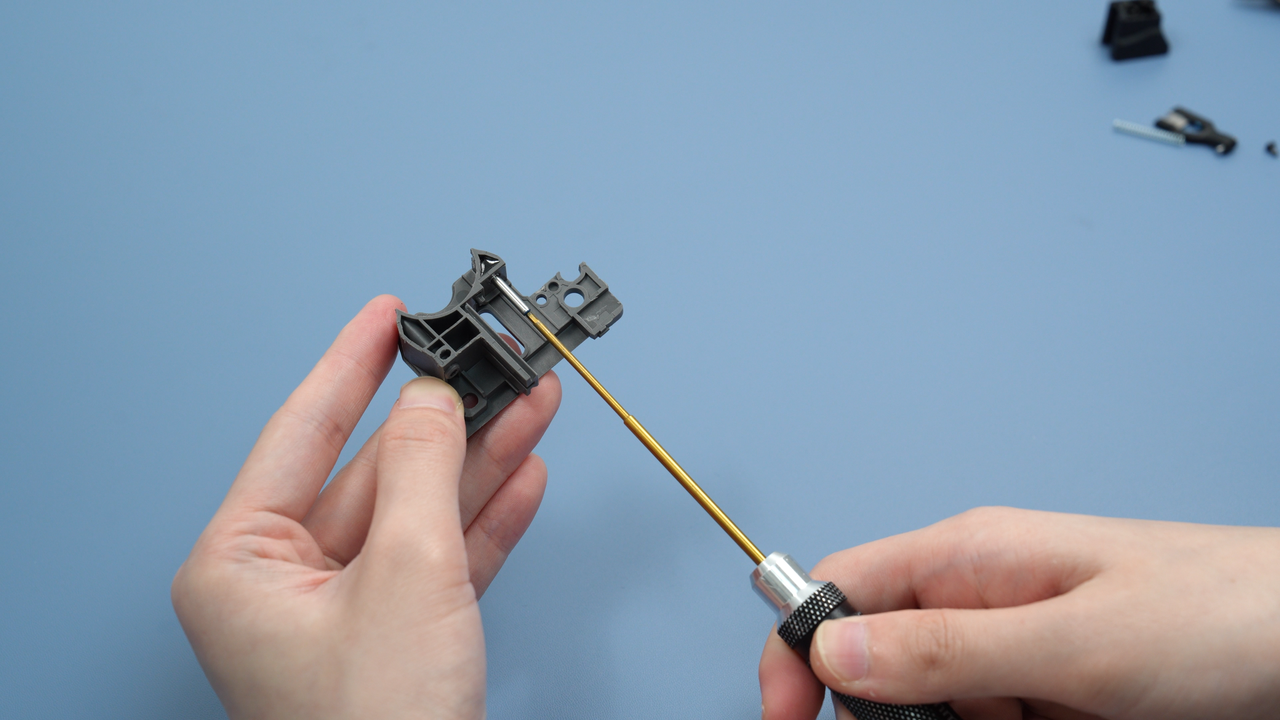
您需要先拧开1颗螺丝;

然后沿着导轨移除黑色连接件,

拆下切刀和弹簧。

使用 H1.5 的螺丝刀疏通黑色连接件以及导向组件的内部,防止有耗材仍然堵塞在里面。
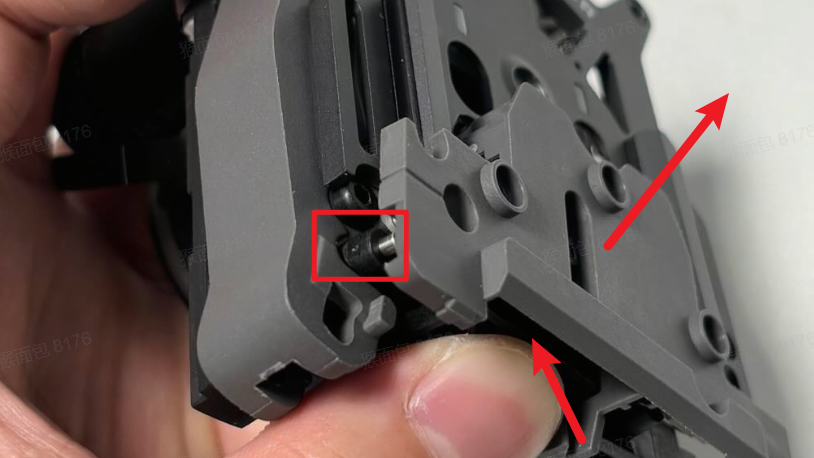
清理完成后,将弹簧重新安装到黑色连接件上,并沿着导轨装回连接件;
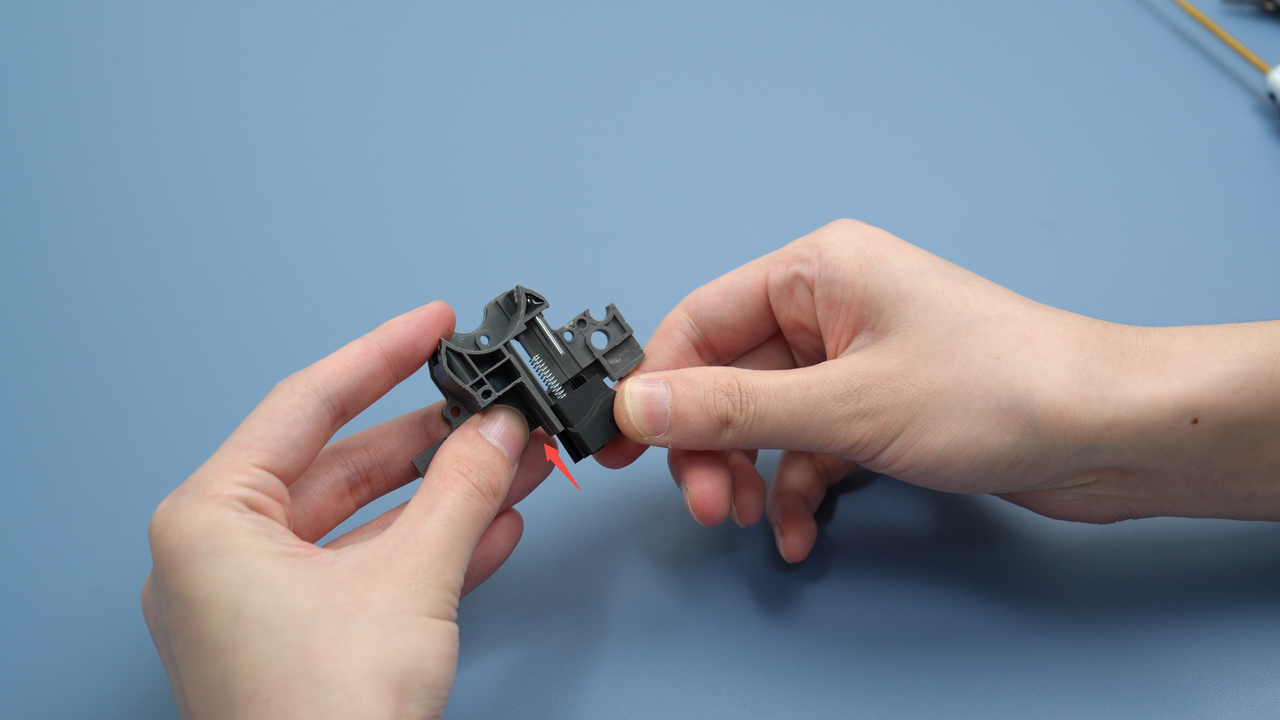
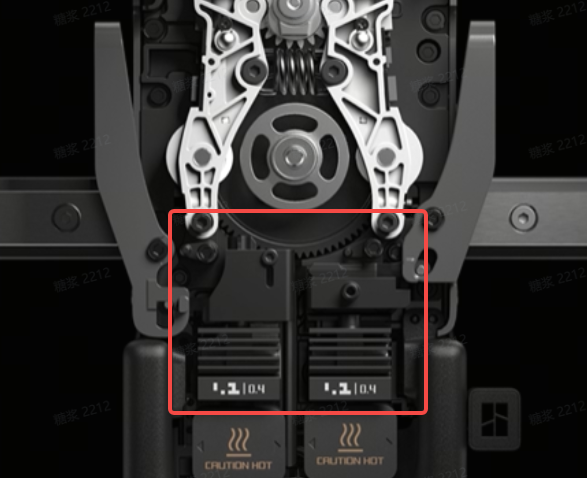
请确保弹簧刚好套在红框中的滑块上。

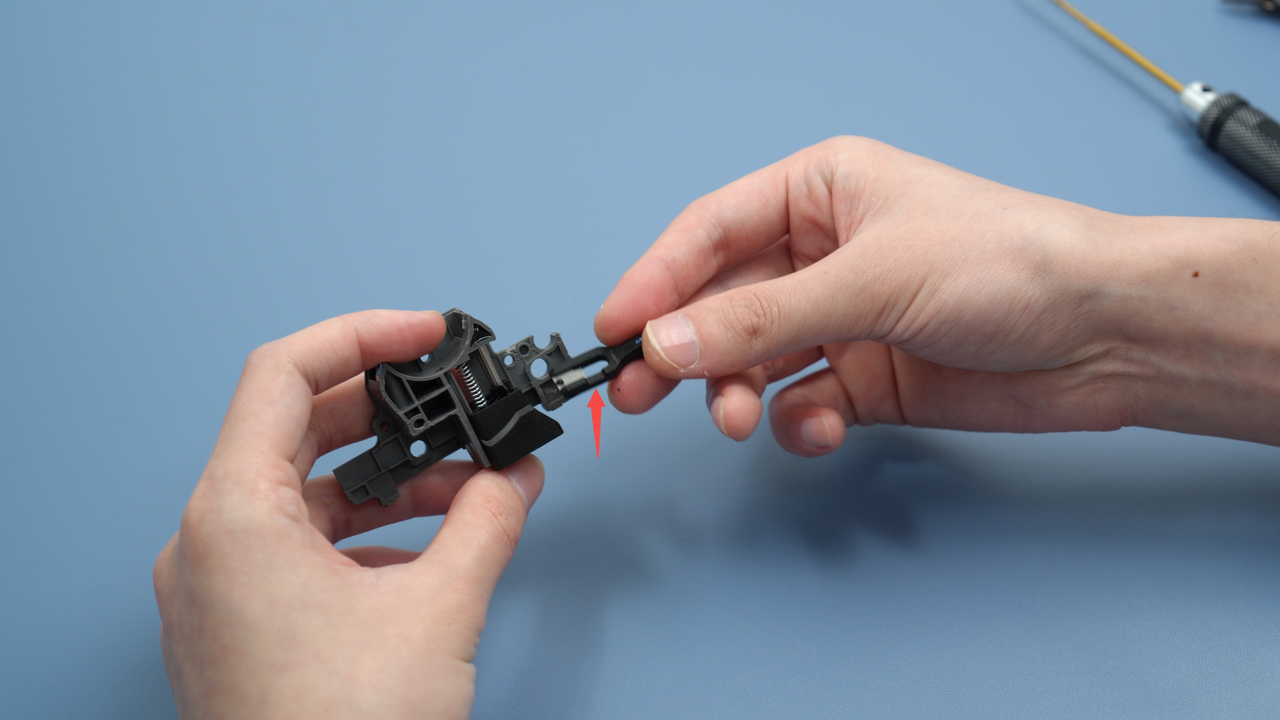
然后重新拧入螺丝并放回切刀。

需要注意的是,切刀有一侧凹面,请确保装入切刀的时候凹面是朝上的。
最后,您可以按照下面 wiki 中的安装步骤来进行挤出机前盖的安装操作:更换 H2D 挤出机前盖指南。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果本指南未解决您的问题,请联系在线技术支持(服务时间 9:00-21:00),我们随时准备为您解答疑问并提供帮助。
如果您对本篇 Wiki 有任何建议或反馈,欢迎在评论区留言,感谢您的支持与关注!