¶ 耗材选择与管理
¶ 耗材质量检查与选择建议
劣质耗材常见的问题包括直径不均和杂质过多,这些都会导致喷嘴堵塞。为了避免这些问题,建议使用高品质的耗材,比如 Bambu Lab 官方耗材,这些耗材在直径和杂质控制上都更加稳定。为了确认您的耗材质量,可以使用游标卡尺测量线径,确保其在1.75±0.03mm范围内。同时,也可以检查耗材表面、截面是否有杂质,确保其干净整洁。
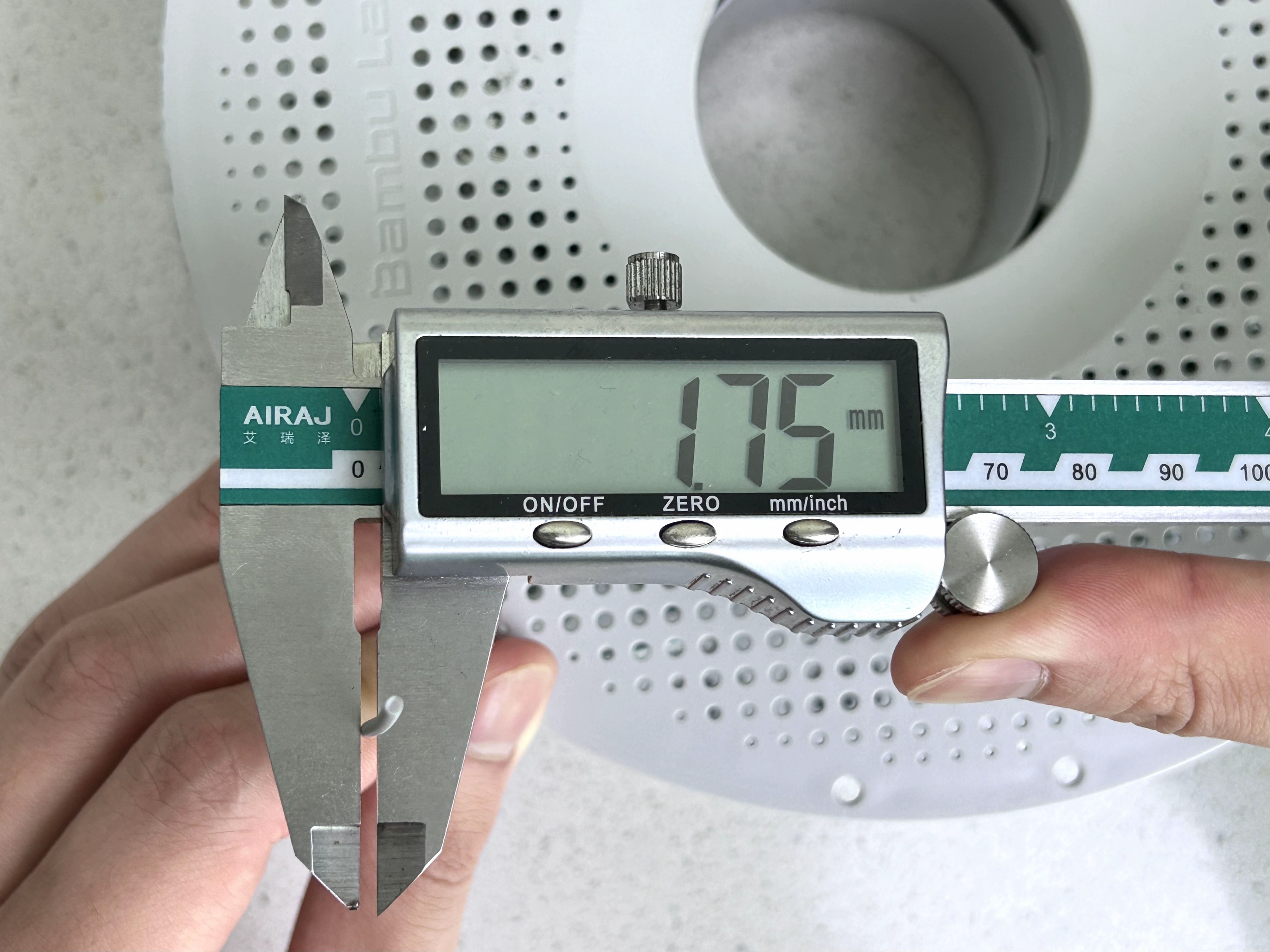
耗材线径测量示意图
¶ 合理存放与干燥耗材
耗材吸湿会在喷嘴高温下迅速汽化,导致熔融料膨胀、流动性增加并产生气孔,进而引发拉丝、渗料/出丝不干净。对于PA、PC、CF、GF等工程材料,更易因吸湿导致粗糙、渗丝、翘边相关问题并增加堵头风险。因此,耗材不用时密封保存,最好放在干燥盒或带加热的耗材仓中。打印吸湿性强的材料前,建议先烘干。
以下是有关耗材干燥的详细信息,请参考下方链接:
| 链接 | 内容简介 |
|---|---|
| 耗材准备——干燥 | 讲解耗材吸湿问题及干燥的重要性,讲述了不同材料所需的烘干温度与烘干时间。 |
| 使用 P1、X1、H2 系列烘干步骤 | 讲解了如何使用H2、X1、P1系列打印机对耗材进行干燥 |
| AMS 2 Pro 烘干功能 | 介绍如何通过 AMS 2 Pro 在 X1/P1S 打印机中进行耗材烘干。 |
| AMS 2 Pro 功能介绍 | AMS 2 Pro 的整体工作流程,重点包括烘干功能。 |
| AMS HT 功能介绍 | AMS HT 的工作流程,支持高温耗材烘干。 |
¶ 高温料与低温料切换注意事项
打印完 PAHT-CF、PET-CF、PPA-CF、PPA-GF、PPS、PPS-CF 等熔融温度较高的高温耗材后,要打印 PLA、TPU、PETG 等打印温度较低、硬度较低的低温耗材时,建议先把喷嘴温度设为 250 ~ 300 ℃ ,其次把高温耗材手动退出,接着把要打印的低温料放入挤出残余高温料,再逐步过渡到低温范围,边降温边挤出,然后把喷嘴温度设置为 220 ~ 240 ℃,降温期间继续挤出,直到温度稳定,确保新低温料已经能顺利流出喷嘴,最后准备下一次打印。
¶ 打印操作与参数设置
¶ 根据材料特性设置温度
不同耗材对喷嘴和热床的温度要求不同,温度过低会导致未完全熔融,引发堵塞。打印前应核对推荐参数。
请参考下方链接,了解更多有关不同材料的打印参数推荐:
| 链接 | 内容简介 |
|---|---|
| 耗材参数表 | 材料与机型、喷嘴、AMS、打印板、胶水的适配性与参数推荐。 |
| TPU 打印建议 | 针对 TPU 材料的打印优化技巧和参数设置。 |
| TPU 85A 和 90A 打印指南 | 介绍使用不同机型打印 TPU 85A 和 90A 的注意事项和参数设置 |
¶ 控制机舱温度,避免软料卡滞
对于 PLA、PETG 等材料,可适当降低热床温度,并通过开门或掀顶帮助散热,避免因耗材过软而卡滞。
请参考以下链接,获取更多关于材料兼容性、热蠕变及参数设置的信息:
| 链接 | 内容简介 |
|---|---|
| 耗材指南 —— 耗材与机型、喷嘴、AMS、打印板、胶水的兼容性、适配性及参数设置 | 耗材指南可帮助您选择合适的耗材打印材料,包括喷嘴和打印面板的兼容性、打印设置及存储办法。 |
| 什么是热蠕变 | 本文介绍了热蠕变的定义、主要原因、常见故障以及避免措施,并补充其他注意事项。 |
¶ 选择合适的打印速度
喷嘴温度过低会导致无法顺利挤出耗材,需要检查是否设置了正确的打印温度。如果始终无法顺利挤出耗材,有可能是喷嘴的加热片发生了老化、损坏,需要更换。
当打印速度过高的时候(例如开启“狂暴模式”),会使耗材在喷嘴内停留的时间过短而未充分熔融,从而造成喷嘴堵塞。请疏通喷嘴后降低打印速度(或适当提高打印温度),再重新打印。
请参考以下链接,获取更多关于耗材参数、打印设置和优化建议的信息:
| 链接 | 内容简介 |
|---|---|
| 耗材参数表 | 材料与机型、喷嘴、AMS、打印板、胶水的适配性与参数推荐。 |
| TPU 打印建议 | 针对 TPU 材料的打印优化技巧和参数设置。 |
| TPU 85A 和 90A 打印指南 | 介绍使用不同机型打印 TPU 85A 和 90A 的注意事项和参数设置 |
| 拓竹耗材指南 | 官方耗材全览,包含兼容性、参数与注意事项。 |
| FDM 3D 打印耗材的入门指南 | 新手向耗材科普,介绍常见材料特点和适用场景。 |
¶ 清理含纤维类耗材残留
打印含纤维等颗粒的耗材(如 PAHT-CF、PA-GF 等)后,喷嘴内部可能会因为颗粒残留、积累而造成部分堵塞,需要经常疏通、清理喷嘴。疏通、清理方法可参考下述冷拔或喷嘴堵塞的解决方案。
¶ 避免频繁启停打印
多次短时间打印、频繁加热冷却,会加快残渣积累。建议将多个小任务合并打印。
¶ 设备维护与保养
¶ 定期冷拔喷嘴
喷嘴冷拔维护是通过清理喷嘴内的杂质,缓解因喷嘴内阻力过大而导致挤出机频繁过载的一种维护手段。其原理是:先将喷嘴加热使耗材软化,再冷却至部分固化状态,此时耗材会像一个“塞子”一样与喷嘴内部的残留物粘附在一起,随后将其拉出,从而带走烧焦耗材、灰尘或细小堵塞物等污染物。
日常进行冷拔维护,不仅能有效延长喷嘴的使用寿命,还能保持耗材流动的一致性,避免挤出不足或打印线条不均等缺陷。建议每月进行一次,尤其是在更换不同类型耗材时,冷拔能显著降低堵塞风险。
请参考下方链接,了解不同打印机系列的喷嘴冷拔维护方法:
| 链接 | 内容简介 |
|---|---|
| X1 系列冷拔教程 | X1 系列打印机的喷嘴冷拔操作方法。 |
| P1 系列冷拔教程 | P1 系列的喷嘴冷拔教程。 |
| H2D 冷拔维护 | H2D 喷嘴的冷拔维护与清理方法。 |
| H2S 冷拔维护 | H2S 喷嘴的冷拔维护与清理方法。 |
¶ 戴硅胶套
正确安装硅胶套,有助于稳定喷嘴温度并减少熔料附着,缺失或松脱会影响检测与打印质量。
¶ 喷嘴堵塞解决方案
即使按照上述方法操作,喷嘴在某些情况下仍可能再次堵塞。这是打印过程中难以完全避免的情况,请不用过于担心。
常见的堵塞表现包括:
-
挤出不足: 耗材挤出量不够,导致打印模型表面有间隙;
-
完全不出丝: 打印机运行正常,但喷嘴无耗材挤出。
💡 温馨提示
喷嘴堵塞并不是严重故障,而是 3D 打印中常见的小插曲。只要保持日常维护和合理操作,打印机依然可以稳定输出高质量作品。
| 链接 | 内容简介 |
|---|---|
| X1/P1 喷嘴/热端堵塞 | 演示了清理 X1/P1 系列热端/喷嘴堵塞的几个方法。 |
| H2D 喷嘴/热端堵塞清理 | 介绍当 H2D 热端堵塞时如何清理 |
| H2S热端堵塞清理 | 系统介绍 H2S 热端堵塞时的故障排除方法及详细操作步骤。 |
| A1 系列打印机热端堵塞清理 | 介绍当 A1 系列打印机热端堵塞时如何清理。 |
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
如果您对本文有任何疑问,请联系客户服务团队,我们随时为您解答疑问并提供帮助!
点击此处进入 Bambu AI;点击此处提交服务工单。